
活塞综合检具设计(含CAD零件图装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
活塞综合检具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书12000字,CAD图7张)
摘要
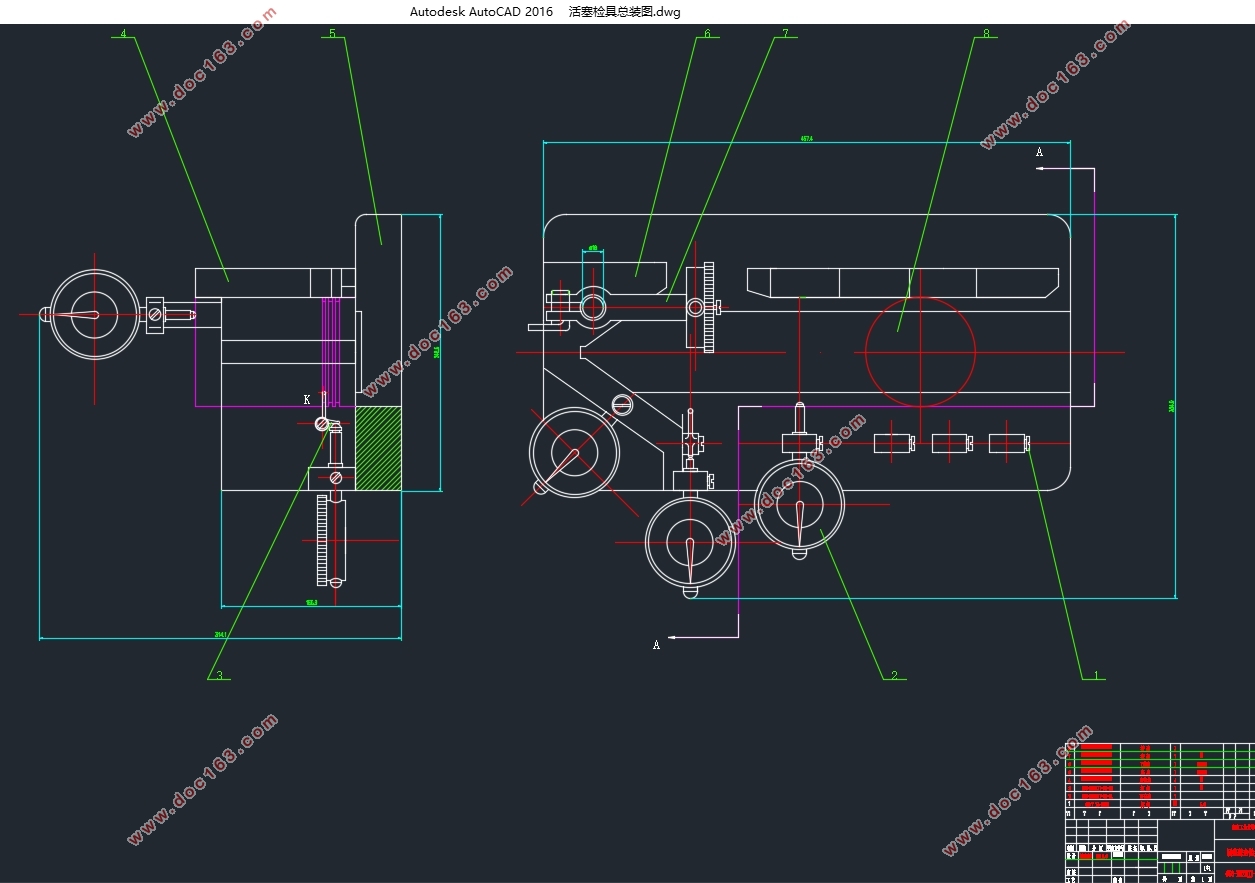
根据制造活塞技术要求,我们制订出该综合检具设计方案。在分析产品工序图后,对综合检具总体部件进行设计,并通过活塞尺寸设计出综合检具安装定位的定位公差来,以保证完成活塞检测。对活塞综合检具的设计主要包括一下三部分:1.活塞零件图绘制与检测方案拟定, 绘制检测工序图和检具方案示意图2.检具总体方案拟定并进行草图设计与计算,绘制检具总装配图3.绘制检具非标零件工作图,修改整理检具图纸 编写检具设计计算说明书
本设计主要由以下几部分组成:首先具体说明所设计综合检具的工作原理,并综合定位误差、夹紧力等方面的分析计算来进一步论证利用此综合检具是否能达到检测要求。其次对活塞工艺性作适当分析,然后对综合检具的部件进行设计。再次,对综合检具的部件选型、加工要求作详尽的分析说明,明确设计思路。
关键字: 综合检具 活塞 精度要求
The Design of Inside Half Shaft Ball Fork Comprehensive Inspection Fixture
ABSTRACT
According to the technical requirements of the manufacturing piston, we have worked out the design scheme of the comprehensive seizure.. After the analysis of the product working procedure, the overall component of the overall inspection is designed, and the positioning tolerance of the comprehensive inspection device is designed by the piston dimension, and the piston detection is ensured.. The semi axis ball fork comprehensive test design mainly includes three parts: 1. The piston parts drawing and detection scheme is proposed, drawing detection process diagram and inspection plan schematic figure 2. Check with the overall plan and design and calculation of the sketch, draw fixture assembly diagram 3. Draw a check with non standard parts drawing, modify finishing fixture drawings prepared gage design calculation specification [来源:http://think58.com]
This design mainly consists of the following parts: first specify design comprehensive test of the working principle, and integrated positioning error, the clamping force and analysis calculation to further demonstrate whether can meet the detection requirements by the comprehensive test. Secondly, The piston is properly analyzed, and then the design of the parts of the comprehensive inspection is carried out.. Again, the comprehensive inspection of the components selection, processing requirements for a detailed analysis, clear design ideas.
Key Words : Comprehensive inspection fixture; The piston;The precision requirements
2.2活塞检具的设计要求
活塞检具是配套活塞加工生产线使用的专用形位检测工装,其设计应服从活塞工艺中形位精度检测配套要求,活塞相关技术要求详见产品零件图 ,检测活塞结构总体方案须与厂方工艺检验部门商定 。进行必要的检具精度和可靠性分析,防止误判。
一般,检具的制造精度是产品精度的1/5~1/10左右。比如:产品的公差是±1mm,那么,检具的制造公差±0.1mm ~±0.2mm是可以接受的。目前,国内外通常将活塞的外圆设计成异型外圆(中凸变椭圆),即垂直于活塞轴线的横剖面为椭圆或修正椭圆,且椭圆度沿轴线方向按一定的规律变化,椭圆度精度达0.005mm;活塞纵剖面的外轮廓为高次函数的拟合曲线,轮廓精度为0.005~0.01mm;为提高活塞的承载能力,以提高发动机的升功率,通常将高负荷活塞的销孔设计成微内锥型或正应力曲面型(异型销孔),销孔尺寸精度达IT4级,轮廓精度为0.003mm。 [资料来源:http://THINK58.com]
具体技术要求为:
根据设计要求,可以利用三维软件(如Pro/e等),建立活塞形检具零件的三维模型图并不断进行优化和改进,使其检测和使用的性能达到最优,缩短产品设计周期,节约生产成本。
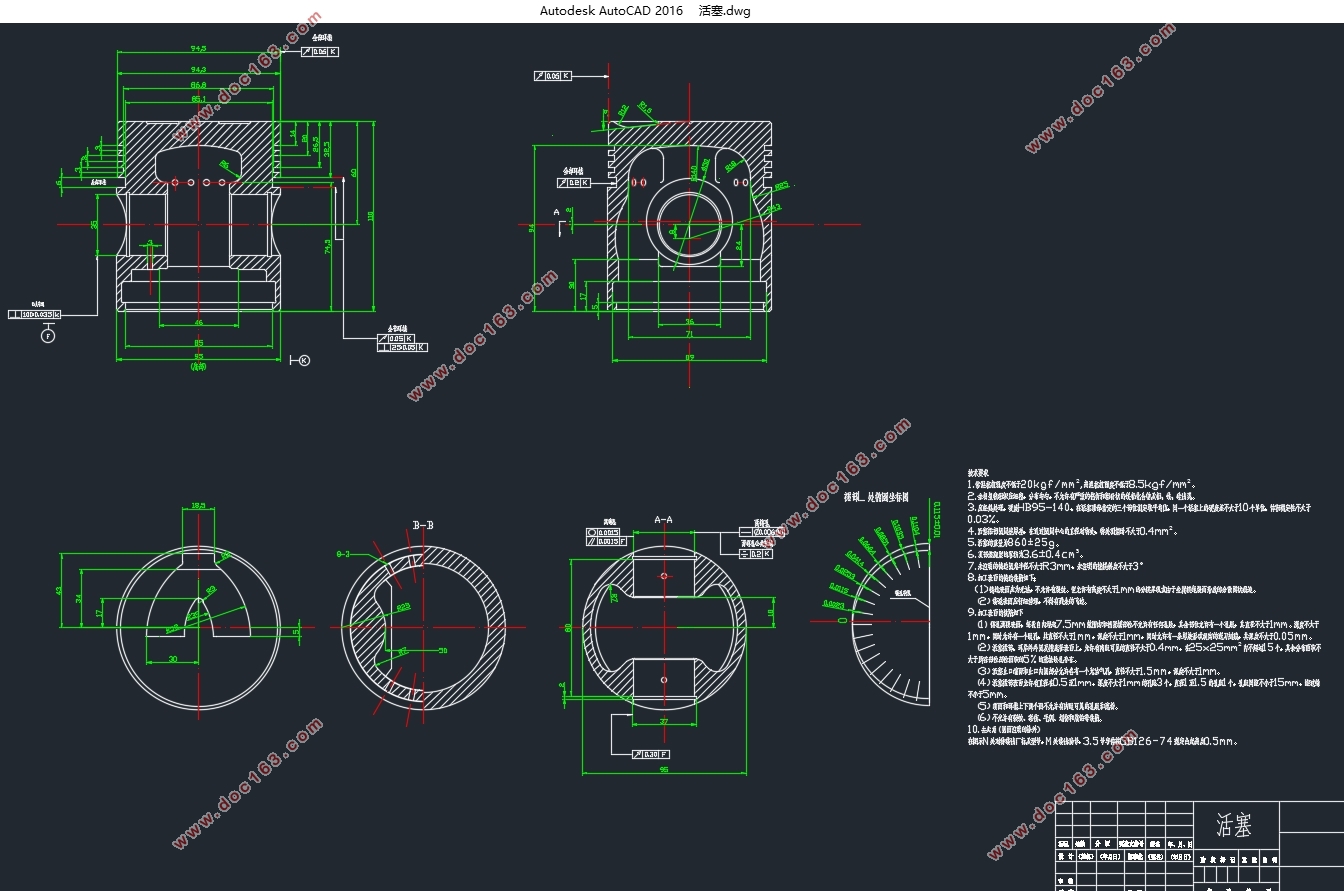
2.3活塞的技术要求
1.各段外圆直径按图纸规定验收,其不圆度和锥度不得超过直径公差。
2.环槽底圆柱面D与外圆不同心度≤0.2毫米
3.环槽平面K对外圆之端面跳动≤0.05毫米
4.活塞全长为234±0.1毫米
5.地面对顶面的不平行度≤0.03毫米
2.4 活塞的技术分析
[资料来源:http://THINK58.com]

目 录
摘要 I
ABSTRACT II
第一章 绪论 1
1.1 选题背景 1
1.2 课题分析 2
1.3综合检具概述 3
1.4 研究该题的意义 4
1.5 综合检具国内外现状和发展趋势 5
1.6 检验夹具的发展和地位 6
第二章 活塞
2.1 活塞分析........................................................7
2.2 活塞检具的设计要求..............................................8
2.3 活塞的技术要求..................................................9
2.4活塞的技术分析. ................................................10
第三章 综合检具设计原则以及工作原理 11
3.1 综合检具设计要求 12
3.2 测量的三项技术条件 13
3.3 工作原理及测量方法 14
第四章 综合检具的设计 15
4.1 综合检具设计要求 16
4.2 综合检具零件设计原则 17
4.3 综合检具总体设计 18
4.4 综合检具零件设计 19
小结 20
参考文献 24
致谢 26 [资料来源:http://THINK58.com]