
焊接有缝压花钢管冲压成型机冲压机构设计

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
中文摘要
冷冲压生产过程的主要特征是依靠冲模和冲压设备完成加工,便于实现自动化,生产率高,操作简便。如果在生产中不广泛采用冲压工艺,许多工业部门的产品要提高生产率,提高质量,降低成本,进行产品的更新换代是难以实现的。
本文所设计的冷冲压设备,为后续工序的快速加工提供了可能;在提高生产率,提高产品质量,降低成本的基础上,使焊接有缝钢管的加工实现了生产线式大规模生产,使快速,高质量的生产焊接有缝钢管成为了可能。
本次毕业设计之冲压成型机采用间歇进给方式,其执行机构效仿曲柄压力机设计。曲柄压力机是通过曲柄滑块机构将电动机的旋转运动转换为滑块的直线往复运动,对胚料进行加工的锻压机械。曲柄压力机工作平稳,工作可靠,广泛用于冲压、挤压、模锻、粉末冶金等工艺。其结构简单,操作方便,性能可靠。由于公称压力不高,且规定的工作行程不大,故设计为单点压力机;鉴于其连续送料的需要,设计为开式压力机。由于加工的钢管两端为光管,安装离合器与制动器,并编写程序使之配合工作,以达到其间断压花的目的。
关键词:冷冲压、曲柄压力机、焊接有缝钢管
Abstract
The cold metal forming process is done by stamping dies and stamping equipment. Its characteristics are ease of automation, high productivity and easy operation. If stamping processes are not widely used, for many industrial sectors, it is difficult to increase productivity, improve quality of the product, reduce costs, and make the replacement of the product.
This cold-pressing equipment designed makes the follow-up procedures to be rapid possible. On the basis of high productivity, high product quality and less costs, the welded seam steel tube are produced in large-scale, and make the rapid production of the tube with high quality possible.
The design of the stamping machine for graduation uses intermittent feeding mode, its implementing agencies refer to the design of crank press. Crank press uses the crank to transport the motor rotary motion into reciprocating motion of the slider, it’s the forging machinery to processing the feedstock .Crank press works steadily, reliable, and are widely used in stamping, extrusion, forging and powder metallurgy process. Its structure is simple, easy to operating and reliable performance. As the nominal pressure is not high, and the working stroke is not long, so designed it as a single-point press; In view of the needs of its continuous feed, designed to open press. Since both ends of the tube for processing are bald, so install a clutch and a brake, and write programs in keeping with efforts to achieve its objective of continuous embossing.
[资料来源:http://THINK58.com]
Keywords:Cold press; Crank press; Embossed steel welding seam [资料来源:http://think58.com]
制造外表有凹陷内表面相应有突起的焊接有缝钢管,突起高度0.5mm左右,每个突起长度几mm,密集。焊接有缝钢管,其两端为光管(可以为定长,200-300mm),总长不定,一般几米到几十米,为自动生产线。
冲成型方案需要设计进给机构(机械部分和控制部分),并能与冲床联动和进给速度可调节。间隙进给速度60mm左右/每次(>15t),4次/s;或进给速度120mm左右 /每次(>30t),2次/s.
[资料来源:www.THINK58.com]
冷冲压生产过程的主要特征是依靠冲模和冲压设备完成加工,便于实现自动化,生产率高,操作简便。对于普通压力机,每台每分钟可生产几件到几十件冲压件。而本设计所做高速冲床每分钟可生产数百甚至千件以上冲压件。冷冲压所获得的零件一般无需进行切削加工,因而是一种节省能源,节省原料的无(或少)切削加工方法。由于冷冲压所用原材料多是表面质量良好的板料或带料,冲件的尺寸公差由冲模来保证,所以产品尺寸稳定,互换性好。冷冲压产品壁薄,质量轻,刚度好,可以加工成形状复杂的零件。
冷冲压与其他加工方法相比,具有独到的特点,所以在工业生产中,尤其在大批量生产中应用十分广泛。相当多的工业部门都越来越多地采用冷冲压加工产品零部件,如机械制造,车辆生产,航空航天,电子,电器,轻工,仪表及日用品等行业。在这些工业部门中,冲压件所占的比例都相当大,不少过去用铸造,锻造,切削加工方法制造的零件,现在已被质量轻,刚度好的冲压件所替代,通过冲压加工,大大提高了生产率,降低了成本。可以说,如果在生产中不广泛采用冲压工艺,许多工业部门的产品要提高生产率,提高质量,降低成本,进行产品的更新换代是难以实现的。
本设计所做的冷冲压设备,为后续工序的快速加工提供了可能,在提高生产率,提高产品质量,降低成本的基础上,使焊接有缝钢管的加工实现了生产线大规模生产,使快速,高质量的生产焊接有缝钢管成为了可能。 [来源:http://think58.com]
目录 18000字 [资料来源:www.THINK58.com]
第一章 绪论 1
1.1设计题目 1
1.2 冷冲压的现状和发展趋势 1
1.2.1 冷冲压工艺方面 1
1.2.2冲模设计与制造方面 2
1.2.3冷冲压基本工序的分类 3
1.2.4冷冲压基本原理的研究 3
1.2.5冲压设备及冲压生产自动化方面 4
1.3 设计意义 4
第二章 冲压成型机的结构设计 5
2.1 冲压成型机原理及参数选择 5
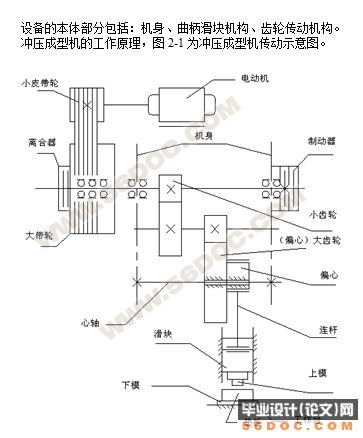
2.1.1冲压成型机工作原理 5
2.1.2冲压成型机的参数选取 7
2.2 冲压成型机电力拖动特点 8
2.3 电动机的选择 9
2.3.1计算一个工作周期的时间及压力机所消耗的能量: 9
2.3.2确定电动机的转速 10
2.3.3计算传动装置的运动和动力参数 10
2.4 飞轮转动惯量与尺寸计算 12
2.4.1计算飞轮的转动惯量 12
2.4.2拟定飞轮尺寸 12
2.5机械传动系统 13
2.5.1传动系统的类型及传动系统分析 13
2.5.2三角皮带传动设计 15
2.5.3齿轮传动的设计 17
2.5.4轴的设计 24
2.5.5花键轴花键强度校核 30
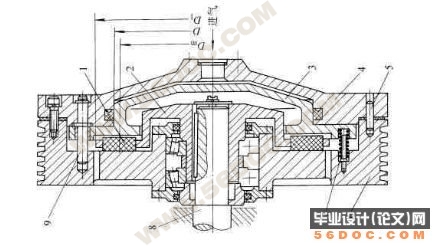
2.6曲柄滑块机构 31
2.6.1曲柄滑块机构的运动和受力分析 31
2.6.2心轴的设计和计算 33
2.6.3连杆和封闭高度调节装置 34
2.7滚动轴承的选择 38
2.7.1滚动轴承概述 38
2.7.2滚动轴承型号选择 39
2.8滑动轴承 40
2.8.1滑动轴承的概述 40
2.8.2滑动轴承的计算 41
2.9离合器与制动器 42
2.9.1离合器与制动器的概述 42
2.9.2离合器的设计 43
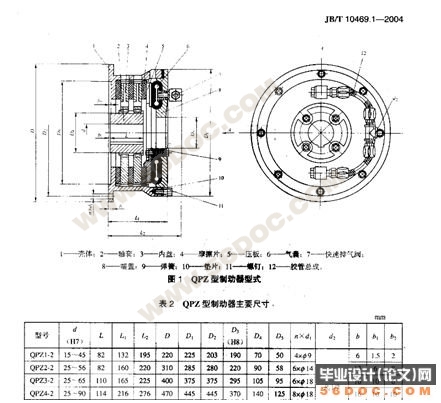
2.9.3制动器的设计 44
总结 46
致谢 47
参考文献 48
附录 50
上一篇:没有了