
削边轴套机械加工工艺及夹具设计(含CAD零件图夹具装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
削边轴套机械加工工艺及夹具设计(含CAD零件图夹具装配图)(论文说明书10000字,CAD图纸6张,工艺卡,工序卡)
削边轴套零件是机械设备内部的重要部件,其产品质量对设备的实际使用有着极其重要的意义。为了更够得到品质好的加工零件,本文就此零件为依据,进行工艺设计和专用夹具设计。
工艺设计之前首先对“削边轴套”零件图进行分析,对加工尺寸、公差、技术要求进行汇总,对加工尺寸进行粗、精加工分类;然后是确定毛坯类型和毛坯尺寸,毛坯类型跟材料、大小批量、零件形状有关。需确定加工基准,安排各工序的集中度和分散性。工艺设计最终输出的文件是工艺过程卡和工序卡。
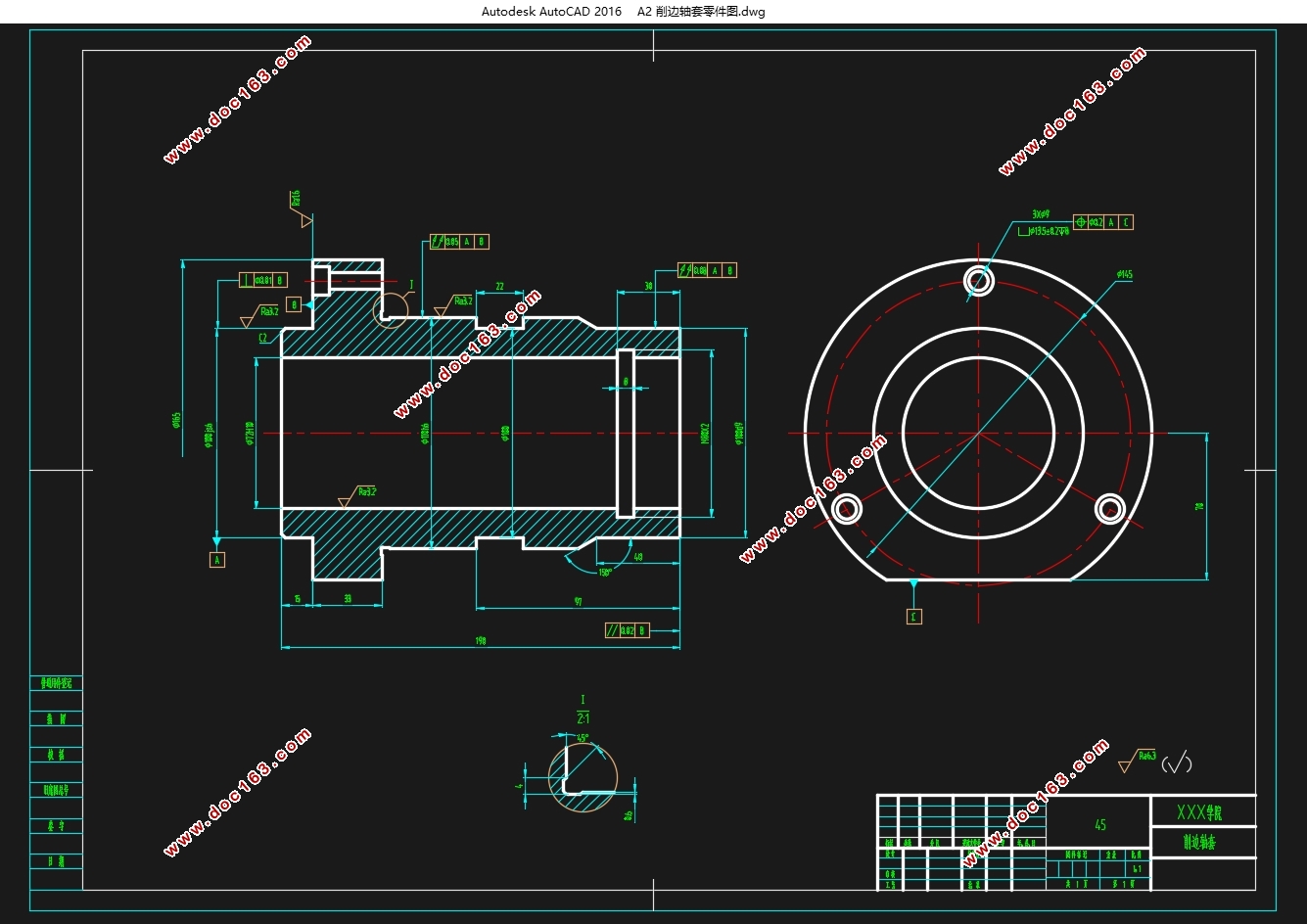
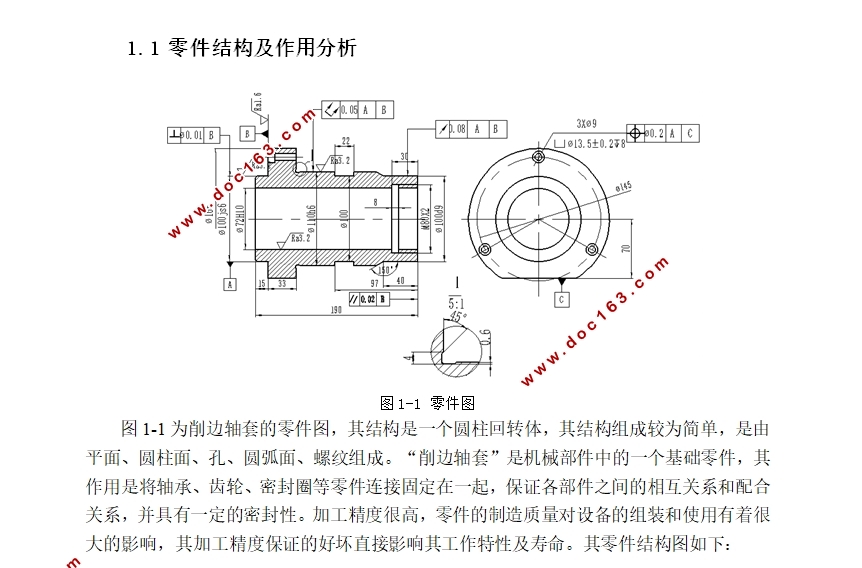
1.1 零件结构及作用分析
为削边轴套的零件图,其结构是一个圆柱回转体,其结构组成较为简单,是由平面、圆柱面、孔、圆弧面、螺纹组成。“削边轴套”是机械部件中的一个基础零件,其作用是将轴承、齿轮、密封圈等零件连接固定在一起,保证各部件之间的相互关系和配合关系,并具有一定的密封性。加工精度很高,零件的制造质量对设备的组装和使用有着很大的影响,其加工精度保证的好坏直接影响其工作特性及寿命。其零件结构图如下:
1.2 零件加工尺寸分析 [来源:http://think58.com]
图1-1所示,“削边轴套零件”的加工尺寸不算太多,主要尺寸归类后如下:
1)平面加工尺寸:190左右端面。
2)圆柱孔加工尺寸:φ72H10孔。
3)外圆加工尺寸:φ165外圆、φ100js6外圆、φ100h6外圆、φ100d9外圆
4)槽:宽22外圆槽、宽8内孔槽。
5)螺纹:M80×2内螺纹。
6)孔:3×φ9通孔、3×φ13.5沉孔。
经过以上对加工尺寸的归纳,各处加工尺寸需要初步制定加工方法。
其中φ72H10孔的加工精度要求严格,可将其分为:粗车-半精车-精车三个工序完成。
[版权所有:http://think58.com]
[来源:http://think58.com]
目 录
摘 要 I
Abstract II
引言 1
1、零件分析 2
1.1 零件结构及作用分析 2
1.2 零件加工尺寸分析 2
1.3 确定生产类型 3
1.4 确定毛坯类型 4
2、零件的工艺设计 5
2.1 确定毛坯尺寸 5
2.2 加工基准面的选择 5
2.4 制定工艺路线 6
2.5 机床的选择 8
2.6 切削用量的计算 9
2.6.1 粗、半精铣70端面切削用量 9
2.6.2 粗车、半精车、精车孔φ72H10切削用量 10
2.6.3 半精车外圆φ100d9的切削用量 11
2.6.4 钻φ9孔切削用量 12
2.6.5 其他工序切削用量 12
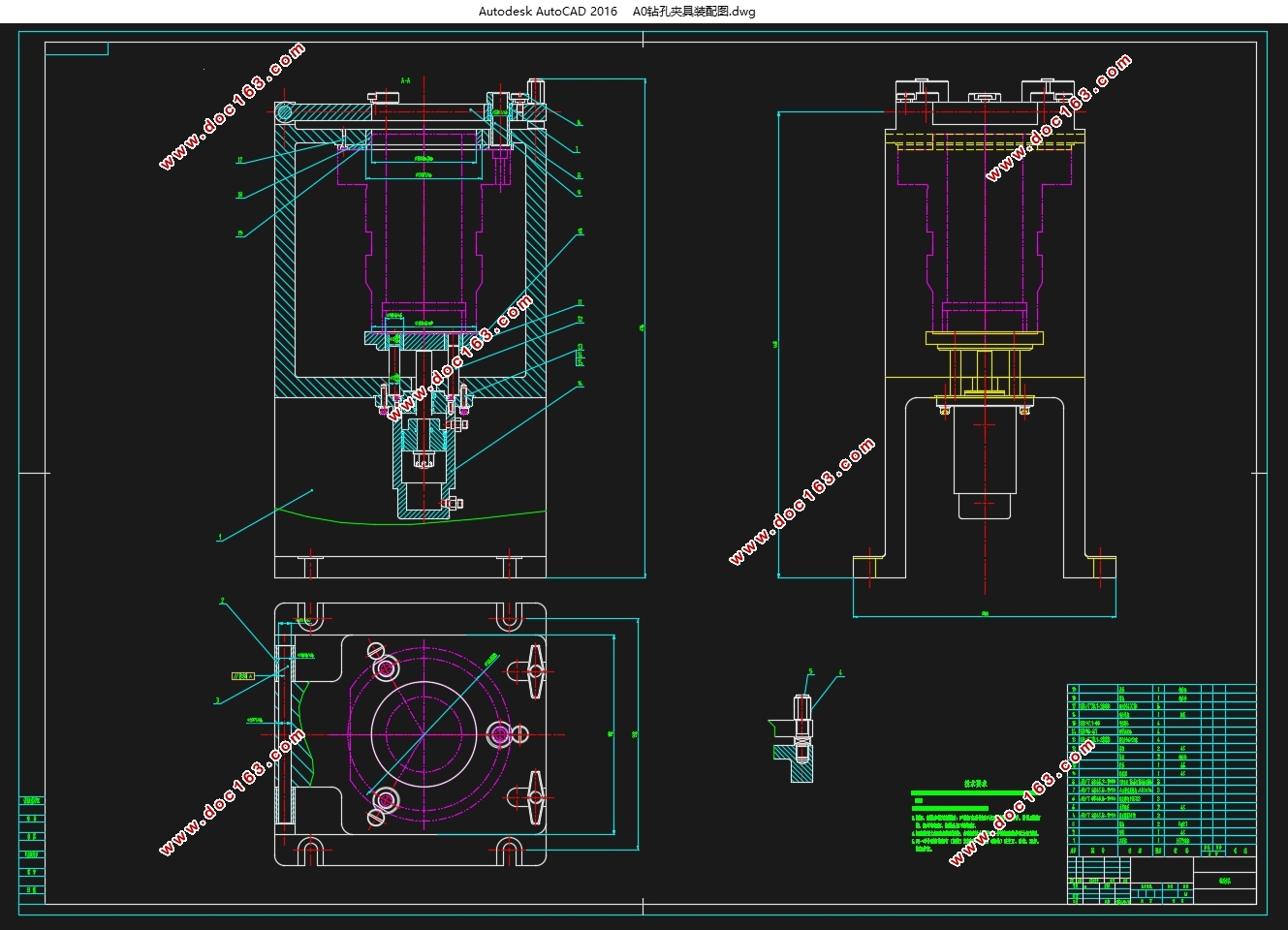
3、夹具设计 13
3.1 夹具设计概述 13
3.2 钻孔夹具设计 13 [资料来源:http://THINK58.com]
3.2.1 问题的提出 13
3.2.2 工件在夹具中的定位 13
3.2.3 工件的自由度 13
3.2.4 定位元件的选择与设计 14
3.2.5 夹紧元件的选择与设计 15
3.2.6 对刀元件的选择 15
3.3 定位误差分析 15
3.4 夹紧力的计算 16
结 论 18
参考文献 19
[来源:http://think58.com]