
四方刀架的加工工艺及夹具设计(含CAD零件图夹具图)
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
四方刀架的加工工艺及夹具设计(含CAD零件图夹具图)(论文说明书10000字,CAD图纸3张,工艺卡,工序卡)
2.1 工艺分析
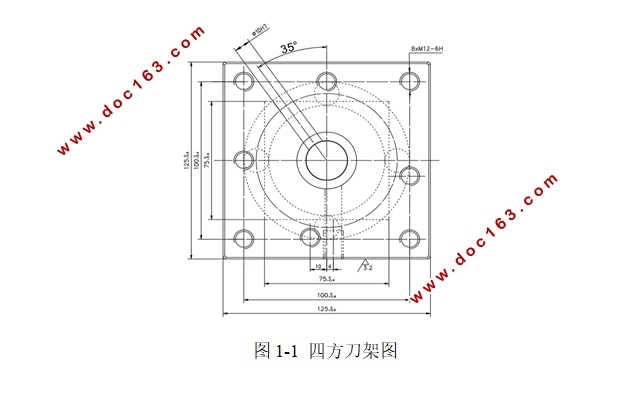
通过原始数据的四方刀架图可知:
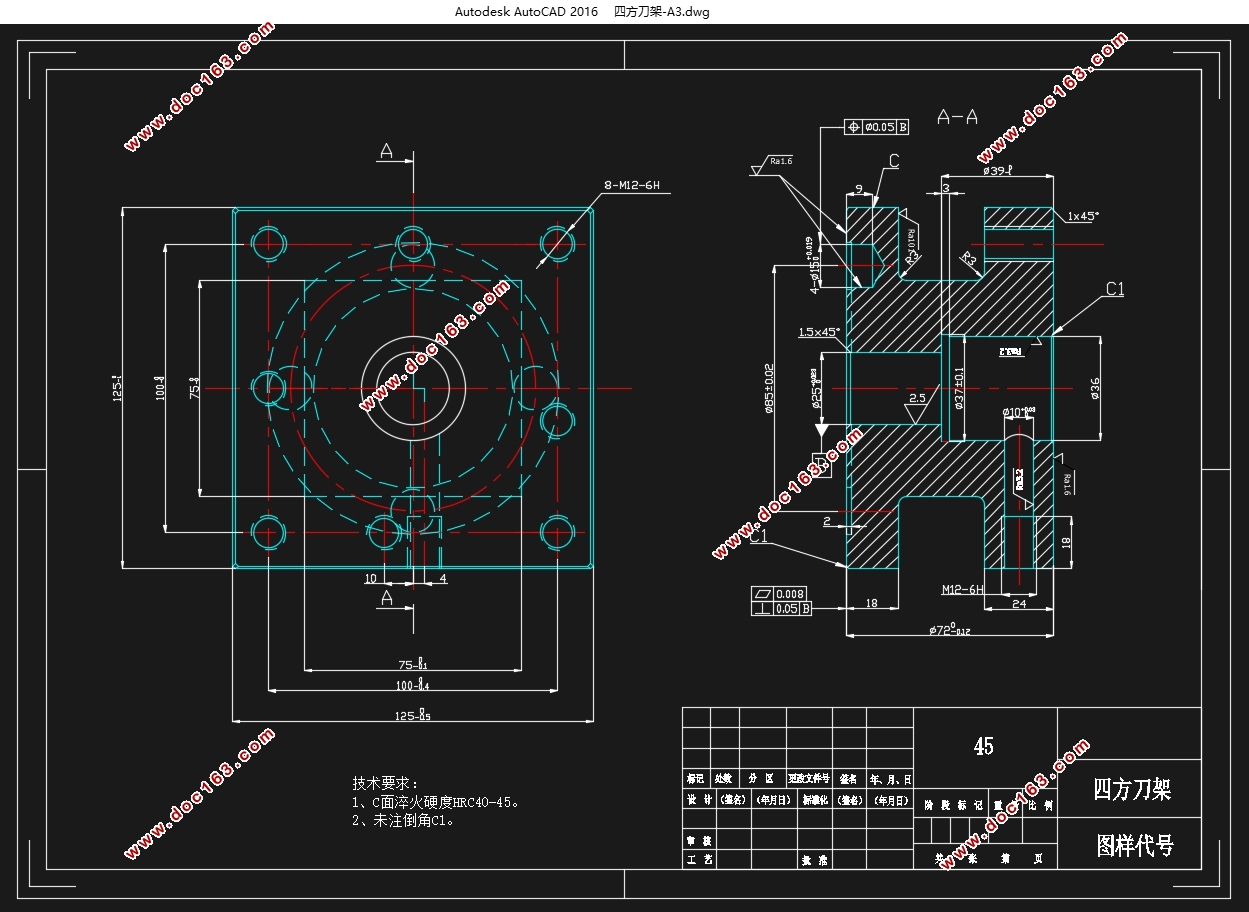
1、 该零件为四方刀架,所以零部件的使用特性可以确定。四方刀架中间有槽,此槽用于装车刀,因为此刀体在工作过程中需要频繁与车床发生接触。所以对此槽有一定的硬度要求,本设计对此处的硬度要求为40-45HRC。
2、 四方刀架为锻件。四方刀架在制作时需要使用毛坯,毛坯尺寸根据四方刀架的尺寸可以确定为135mm*135mm*82mm。这里需要确定零部件的基准面和定位孔。根据零部件的加工工艺,这里确定零部件的右端面为基准面,直径36的孔为定位孔,这样确定了基准面和定位孔后,可以保证零部件的一致性和质量。
3、 零件背面有4个孔,这4个孔可以通过钻床来加工。
4、 零部件正面有8个直径为12的孔,这8个孔也可以通过钻床进行加工。以便保证精度。
2.2 工艺路线设计
四方刀架的毛坯为矩形体,这样零部件的结构属于较为简单的结构。但是,因为零部件上下包括中心都有定位孔,所以对于零部件的表面粗糙度和各孔位间的尺寸要求都比较高。这里我们选择为锻件,因为锻件的特点就是形状简单,且零部件强度要求高。
[资料来源:http://THINK58.com]
锻件又分为自由锻和模具锻,自由锻的特点是加工精度较低,且加工余量较大,适用于单件加工或者大型加工。模具锻的特定啊与自由锻刚好相反,模具锻加工精度高,加工余量小,且适合大批量的生产。
本设计中的零部件因为结构简单,可以选择更具性价比的自由锻。
[资料来源:THINK58.com]

目 录
摘 要 I
ABSTRACT II
目 录 III
第1章 绪论 1
1.1 引言 1
1.2 本文设计目标 1
第2章 四方刀架零部件分析 3
2.1 工艺分析 3
2.2 工艺路线设计 3
2.3 制定工艺路线 3
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 4
2.5 确定切削用量 8
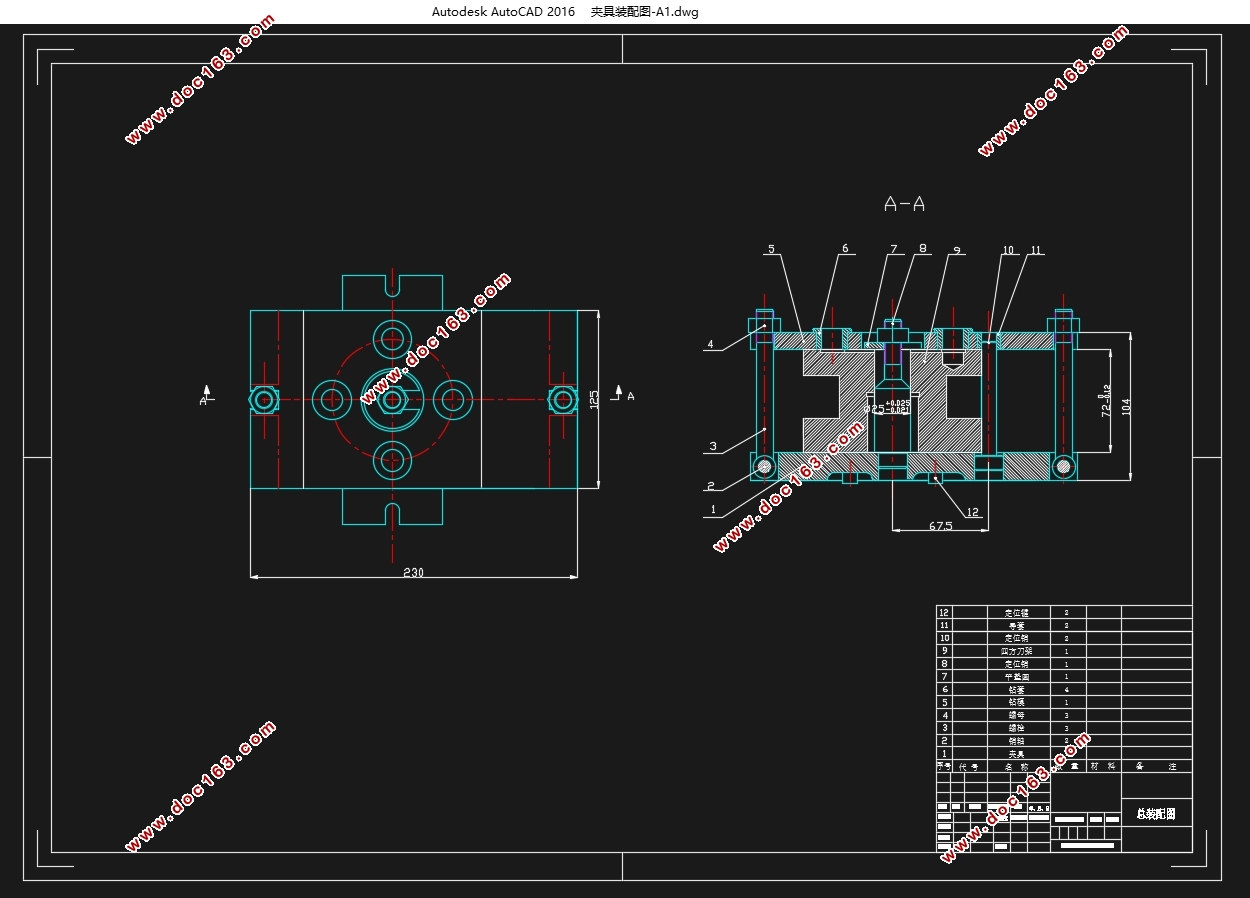
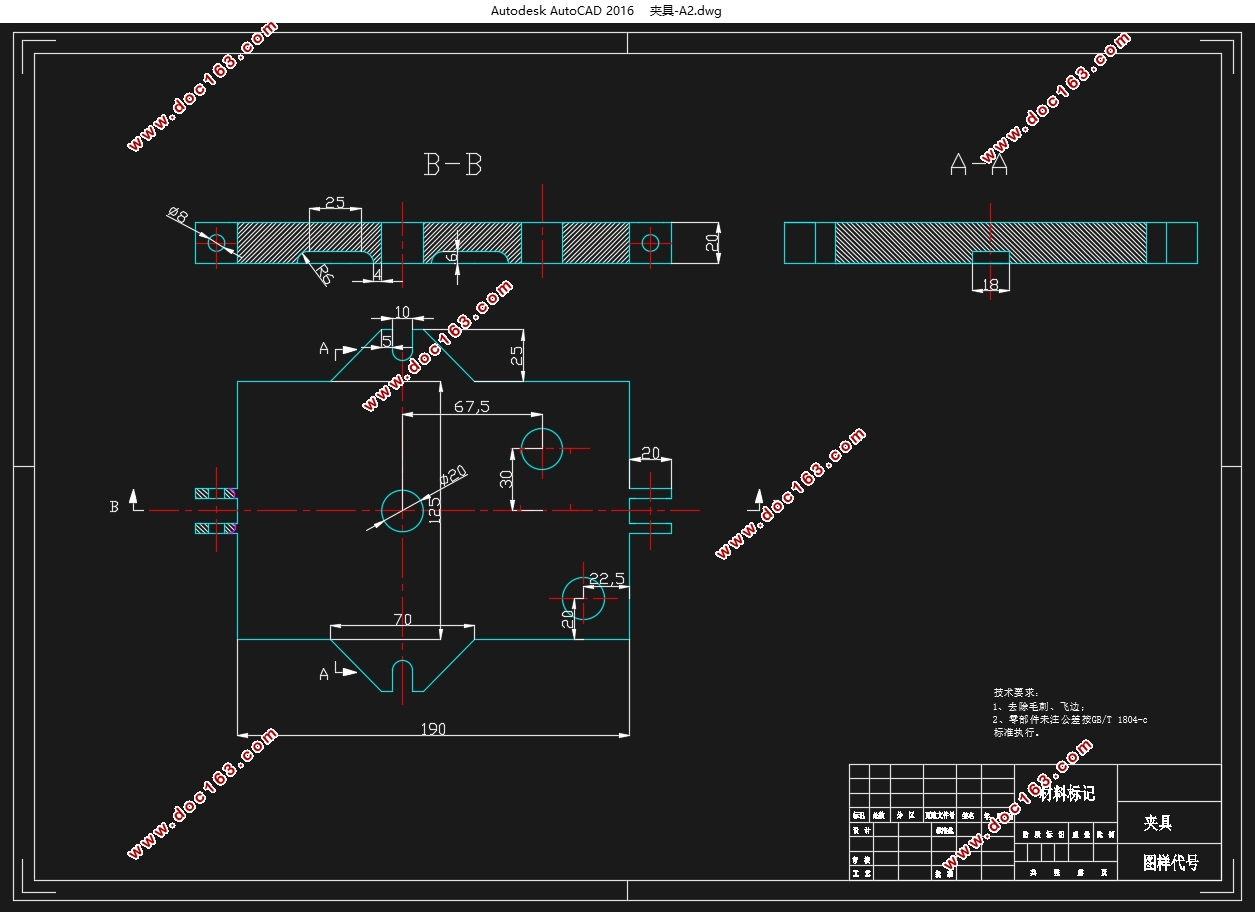
第3章 零部件夹具设计 1
3.1 工序分析 1
3.2 定位元件设计 1
3.3 定位误差的计算 1
[资料来源:THINK58.com]
3.4 切削力及夹紧力计算 2
3.5定向键设计 2
总 结 1
致 谢 1
参考文献 2
[资料来源:THINK58.com]