
TS-160524-1工具灯的生产线设计(含CAD零件图装配图)
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
TS-160524-1工具灯的生产线设计(含CAD零件图装配图)(任务书,开题报告,论文说明书12000字,CAD图纸3张)
摘要
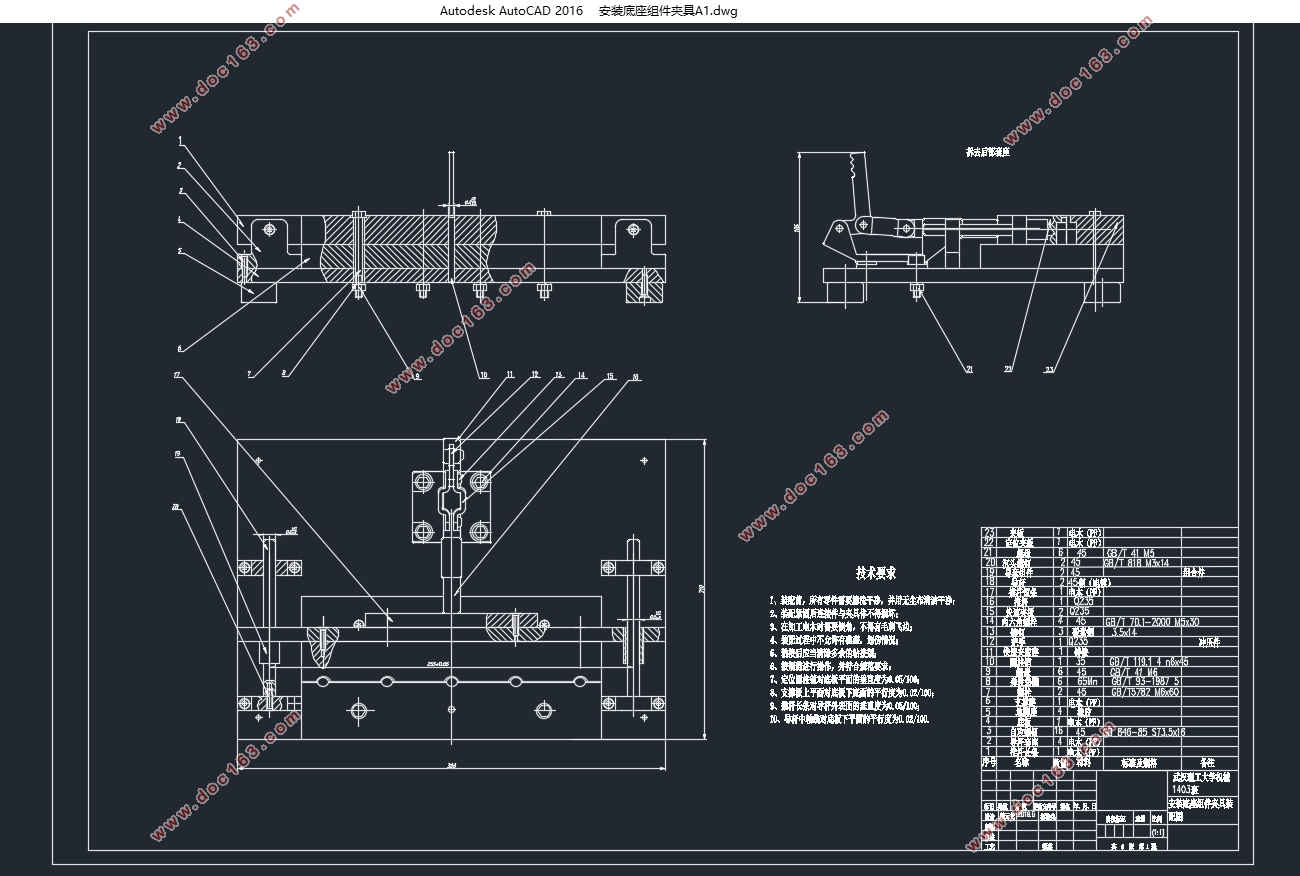
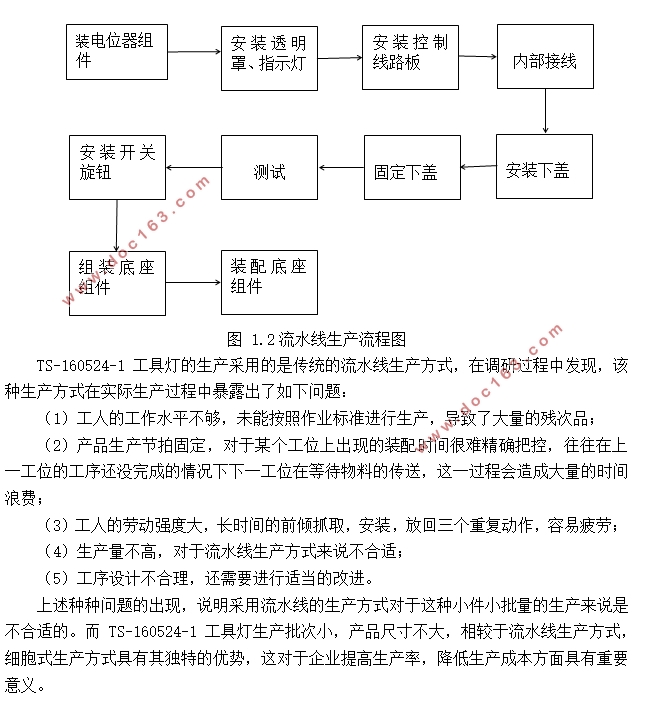
对于制造型企业,产线所采用的生产方式对生产效率和产品质量的提高有着极其重要的作用。对于型号为TS-160524-1工具灯之前的流水线生产方式,该工具灯的生产共涉及到12道工序,在生产过程中涉及到许多问题,诸如工人的工作水平不够;产品生产节拍固定,工人出现等待浪费;工人的劳动强度大,长时间的前倾抓取,安装,放回三个重复动作,容易疲劳;工装设计不合理,在装配时会影响到配件的安装;工序设计不合理等等。
基于上述情况,本文主要研究了如何能够将流水线的工序经过改进运用于细胞线生产。通过对生产出现的问题进行分析,在提高效率、减轻工人劳动强度、和保证产品质量的前提下对生产工装进行了改进和设计,对细胞线工位单元结构进行了设计并且部分运用到生产中。
经过生产试验结果表明:在保证产品质量的前提下,将流水线改为细胞线生产方式,生产速度提升了52.8%,生产面积减少了62.1%。
本文对TS-160524-1工具灯产线的重新设计,能够降低产线工人的劳动强度,减少产线占地面积,提升工作效率,对生产实际具有重要意义。
关键词:细胞式生产方式;产线设计;工装设计 [来源:http://think58.com]
Abstract
For manufacturing enterprises, the production mode plays a significantly vital role in improving the productivity and product quality. For the TS-160524-1 tool lamps, it used to adopt assembly line and produced a total of 12 processes involved in the process of production which involved many problems, such as the worker's is not competent; product production beat is fixed, which cause unnecessary waiting. The labor intensity of workers is high, and it is easy to fatigue after a long time grabbing forward, installation and putting back. The design of jig is unreasonable because it will affect the installation of accessory when assembling, etc..
Based on the analysis of the problems in production, the improvement and design of the production tooling are carried out on the premise of improving the efficiency, alleviating the labor intensity of the workers and guaranteeing the product quality, at the same time, the cell unit structure is designed and applied to the production. [版权所有:http://think58.com]
The result of production test shows that the production speed is increased by 52.8% and the production area is reduced by 25.2% in the premise of guaranteeing product quality.
In this paper, the redesign of the production line of the TS-160524-1 tool lamp can reduce the labor intensity of production line workers, reduce the area of production line and enhance the working efficiency, which is of great significance to the production practice.
Key Words:Cell production; Production optimization;Tooling design
2.1 TS-160524-1工具灯的总体方案描述
目前,对于TS-160524-1工具灯的生产工艺进行调研分析之后发现,实际生产过程中,利用流水线进行生产很难对产线进行平衡,同时,由于每一次出货批次的产量都不是很大,用流水线生产方式有很大的局限性,效率低,成本高。
TS-160524-1工具灯从开始的电位器组件安装到最后的打胶固定开关旋钮,整个过程在流水线上进行生产的时候需要12道工序(包括包装工序),经过分析考虑将其改成细胞式生产方式进行生产装配之后,可以进行工序集中,最终确定只需8道工序便可进行生产,在布置细胞式生产线时,采用的是U字形产线布置方案 [资料来源:http://www.THINK58.com]
[资料来源:www.THINK58.com]
目录
第1章绪论 1
1.1 研究目的与意义 1
1.2 国内外现状研究 2
1.3 本章小结 3
第2章 TS-160524-1工具灯的总体设计 4
2.1 TS-160524-1工具灯的总体方案描述 4
2.1.1 TS-160524-1工具灯的工序设计方案 5
2.2 本章小结 6
第3章TS-160524-1工具灯工装夹具设计 7
3.1 TS-160524-1工具灯安装自攻螺钉工装设计 7
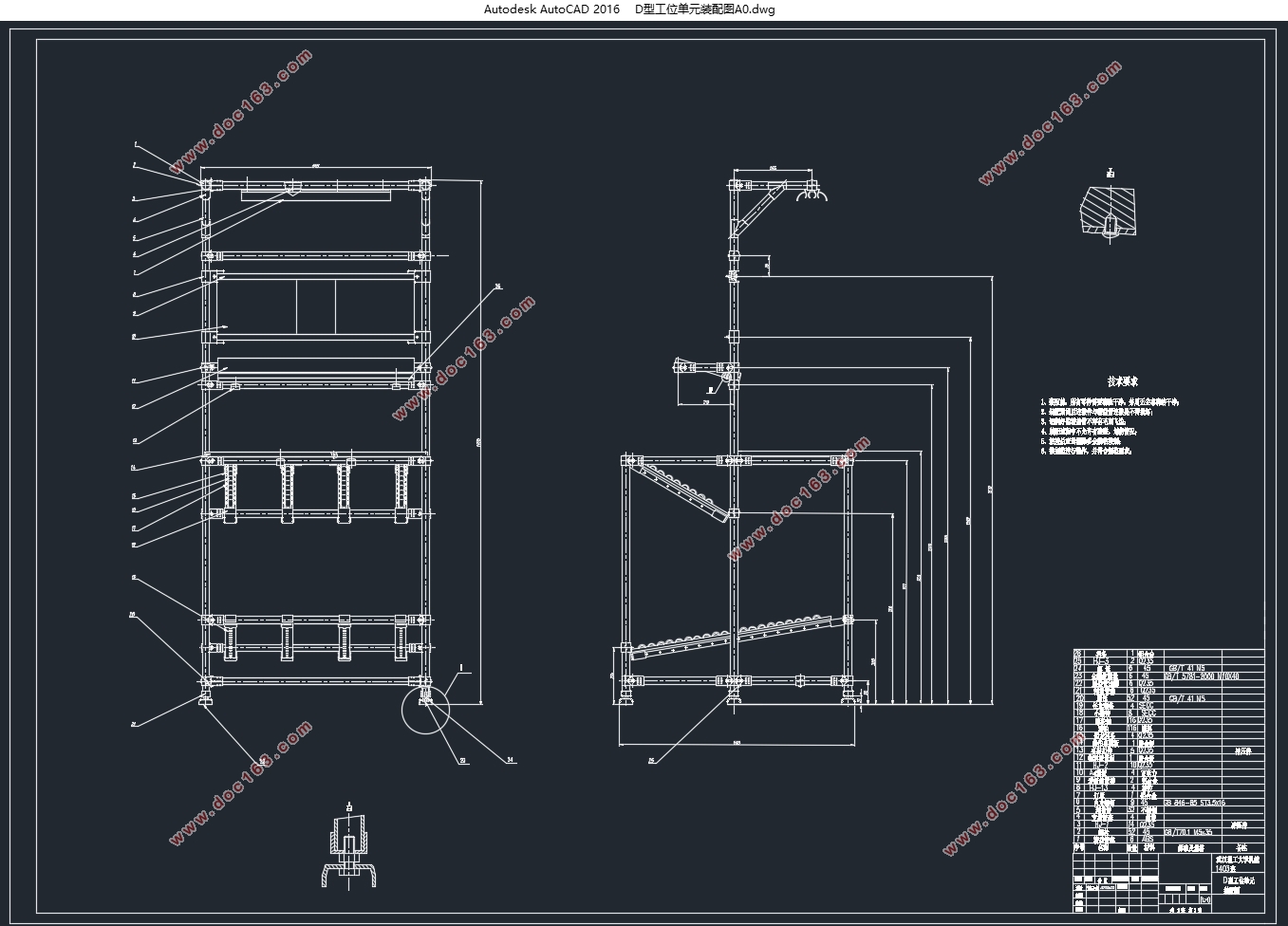
3.2 TS-160524-1工具灯紧固底座工装夹具设计 8
3.3 TS-160524-1工具灯安装挂钩工装设计 10
3.4 本章小结 11
第4章TS-160524-1工具灯生产线工位单元设计 12
4.1 TS-160524-1工具灯工位单元结构设计 12
4.1.1 A型工位单元设计说明 12
4.1.2 B型工位单元设计说明 15
4.1.3 C型工位单元设计说明 15
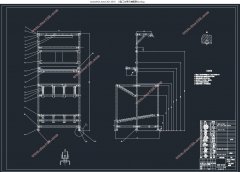
4.1.4 D型工位单元设计说明 15
4.2 本章小结 15 [资料来源:http://think58.com]
第5章 TS-160524-1工具灯组装底座组件夹具有限元分析 17
5.1 TS-160524-1工具灯组装底座组件夹具静力学 17
5.2 TS-160524-1工具灯组装底座组件夹具结构优化 18
5.3 本章小结 18
第6章结论 19
6.1 总结 19
6.2 展望 20
参考文献 21
致谢 23
附录 24