
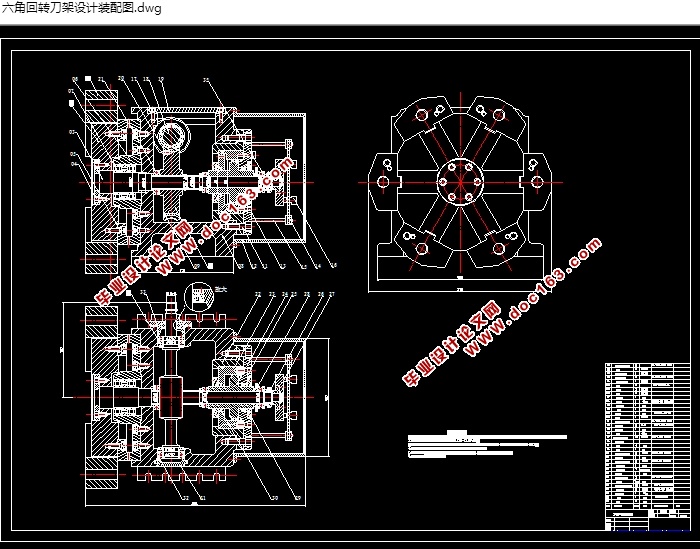
C6136数控车床回转刀架的设计(含CAD零件图装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
C6136数控车床回转刀架的设计(含CAD零件图装配图)(任务书,选题表,论文说明书16000字,CAD图纸6张)
所谓数字控制机床是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。而计算机数控机床就是数控机床在计算机监控下进行工作。它的优点很多,可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。由于我国现在使用的机床大多数为普通车床,自动化程度低,要更新现有机床需要很多资金。为了解决这个问题,也为了适应多品种中、小批量零件加工我们选择机床经济型数控改造。纵向进给机构的改造:拆去原机床的溜板箱、光杠与丝杠以及安装座,配上滚珠丝杠及相应的安装装置,纵向驱动的步进电机及减速箱安装在车床的床尾,不占据丝杠空间。横向进给机构的改造:拆除横向丝杠换上滚珠丝杠,由步进电机带动。总体设计方案:C6136车床主轴转速部分保留圆机床的手动变速功能。车床的纵向和横向进给运动采用步进电机驱动。最后,根据已知条件对纵向横向伺服进给机构进行设计与计算。
关键词:数控、车床、改造
设计参数的确定
并不是所有的旧机床都可以进行数控改造,机床的改造主要应具备两个条件:第一,机床基础件必须有足够的刚性。第二,改造的费用要合适,经济性好。在改装车床前,要对机床的性能指标做出决定。改装后的车床能加工工件的最大回转直径以及最大长度、主电动机功率等一般都不会改变。加工工件的平面度、直线度、圆柱度以及粗糙度等基本上仍决定于机床本身原有水平。主要有下述性能和精度的选择需要在改装前确定。 [资料来源:http://THINK58.com]
最大加工直径:
车床身上: 360mm
车床鞍上: 210mm
最大加工长度: 1000mm
快进速度:
纵向 2.4m/min
横向 1.2m/min
最大切削进给速度:
纵向 0.6m/min [资料来源:http://THINK58.com]
横向 0.3m/min
脉冲当量:
纵向 0.01mm/step
横向 0.005mm/step
脉冲分配方式: 逐点比较法
控制坐标数: 2
机床定位精度: ±0.015
溜板及刀架重力:
纵向: 800N
横向: 600N [来源:http://think58.com]
自动生降速性能: 有
起动加速时间: 30ms
主电机功率: 7.5Kw
当数控车床的性能和精度等内容基本选定后,可根据此来确定改造方案。目前机床数控改造技术已经日趋成熟,专用化的机床数控改造系统所具备的性能和功能一般均能满足车床的常规加工要求。因此,较典型的车床数控改造方案可选择为:配置专用车床数控改造系统,更换进给运动的滑动丝杠传动为滚珠丝杠传动、采用步进电机驱动进给运动、配置脉冲发生器实现螺纹加工功能、配置自动转位刀架实现自动换刀功能。
[来源:http://www.think58.com]


目 录
摘 要 i
ABSTRACT ii
目 录 iv
第一章 绪论 - 1 -
1.1机床数控改造的意义 - 3 -
1.2数控机床的主要改造步骤 - 3 -
第二章 设计的任务及要求 - 5 -
2.1 C6136刀架数控改造设计的任务 - 5 -
3.1设计参数的确定 - 6 -
3.2改造方案的确定 - 7 -
第四章 六工位刀架的改造设计 9
4.1 传动方案设计 9
4.1.1 定位方案的确定 9
4.2 主要零部件设计计算 9
4.2.1 刀具受力计算 10
4.2.2 刀架体设计计算 10
4.2.3 端齿盘主要参数的设计计算 12
2.2.4 压缩弹簧设计 15
4.2.5 蜗杆蜗轮设计 17
2.2.6 螺杆、螺套设计及验算 20
4.3 电机的选择 22
4.4 联轴器结构选择 22
4.5 润滑与密封 22
第五章 刀架电气控制系统设计 23
5.1 方案的确定 24
自动换刀控制系统要求 24
5.2 检测元件的选择 24
[资料来源:THINK58.com]
5.3 PLC选型 25
5.4 系统控制元件列表 27
5.5 PLC的I/O地址的分配 27
5.6 PLC外围接线图 28
第六章 控制系统PLC程序设计 - 29 -
6.1 系统流程图的设计 - 30 -
6.2 PLC程序设计 - 30 -
第七章 结论 - 35 -
参考文献 - 35 -
致 谢 - 36 -
[来源:http://think58.com]