
柴油机齿轮室盖的钻镗组合机床总体和主轴箱的设计

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘 要:本课题设计一台加工柴油机齿轮室盖的钻镗组合机床,主要完成机床总体和右主轴箱的设计工作。
根据柴油机齿轮室盖的结构特点、加工部位、尺寸精度、表面粗糙度及生产率等要求,确定该机床为单工位卧式组合机床;为确保加工精度,采用“一面两销”的定位方案;为实现无级调速,安全可靠,选择液压滑台;根据零件的大小及被加工孔的位置确定主轴箱的轮廓尺寸;由加工工艺选择滚珠轴承主轴,通过计算扭矩确定主轴和传动轴的直径;齿轮的模数是通过类比法确定; 齿轮齿数和中间传动轴的位置是由“计算、作图和多次试凑”相结合的办法确定;计算主轴、传动轴的坐标并进行中心距验算,确定部分轴上需采用变位齿轮;轴上的齿轮套、键等零件按轴号选取相应的标准件。
本课题设计的组合机床采用“一面两销”定位、液动夹紧,一次装夹加工柴油机齿轮室盖三个面上的孔,保证了加工精度,提高了生产效率,减少了工人的劳动强度。而且在设计之中,尽量选用通用件,减少了制造成本,增加了经济效益。
关键词:组合机床 主轴箱 主轴 传动轴 齿轮室盖
The overall and headstock design of drilling and boring modular machine for diesel engine geal chamber manufacture
Abstract: This project is to design a modular machine tool for manufacturing the gear chamber cap of diesel engine. Mainly work is the design of overall and the right headstock.
According to the request of construction features, processing spot, size precision, surface roughness and productivity that diesel engine gear chamber cap, sets the machine tool for single location horizontal type modular machine tool. In order to guarantee the processing precision, the localization plan use "two sells and a surface". In order to implement the stepless speed regulation, safe is reliable, therefore choice hydraulic pressure sliding table. According the size of components and the position of the hole that is processed to set the overall size of the headstock. Choicing ball bearing spindle by processing craft. The spindle and drive shaft diameter is decided through computation torque. The gear modulus is decided through the correlation method. The gear mentions and the position of intermediate propeller shaft is decided by the means " computation, mapping and tries to collect many times". Calculates the coordinates of the spindle and drive shaft and checking the center distance, determined department spindle must use dislodges the gear. The components of tooth wheel cover, key and so on that in axis select standard letter by the corresponding number. [资料来源:http://www.THINK58.com]
The modular machine tool of this project design use “two sells and one surface” to locate , hydraulic press and clamps. In the situation of one clamp, the holes three surface of the diesel engine gear chamber cap, are guaranteed the processing precision, is enhanced the production efficiency, is increased worker's labor intensity. Moreover during the design, the standard parts are selected as far as possible, reduced the production cost and increased the economic efficiency.
Key words: modular machine tool headstock spindle drive shaft gear chamber cap
组合机床总体设计
组合机床总体设计,通常是根据与用户签定的合同和技术协议书,针对具体加工零件,拟订工艺和结构方案,并进行方案图样和有关技术文件的设计。
组合机床配置型式及结构方案的确定
根据选定的工艺方案确定机床的配置型式,并定出影响机床总体布局和技术性能的主要部件的结构方案。既要考虑能实现工艺方案,以确保零件的精度、技术要求及生产率,又要考虑机床操作方便可靠,易于维修,且润滑、冷却、排屑情况良好。对同一个零件的加工,可能会有各种不同的工艺方案和机床配置方案,在最后决定采取哪种方案时,绝不能草率,要全面地看问题,综合分析各方面的情况,进行多种方案的对比,从中选择最佳方案。 [资料来源:http://think58.com]
各种形式的单工位组合机床,具有固定式夹具,通常可安装一个工件,特别适用于大、中型箱体类零件的加工。根据配置动力部件的型式和数量,这种机床可分为单面、多面复合式。利用多轴想同时从几个方面对工件进行加工。但其机动时间不能与辅助时间重合,因而生产率比多工位机床低。
在认真分析了被加工零件的结构特点及所选择的加工工艺方案,又由单工位组合机床的特点及适应性,确定设计的组合机床的配置型式为单工位卧式组合机床。
本课题设计的组合机床采用“一面两销”定位、液压夹紧,一次性加工柴油机齿轮室盖三个面上的钻 、镗孔,保证了加工精度,提高了加工效率,减少了工人的劳动强度。而且在设计之中,尽量选用通用件,进一步减少了制造成本,从而增加了经济效益。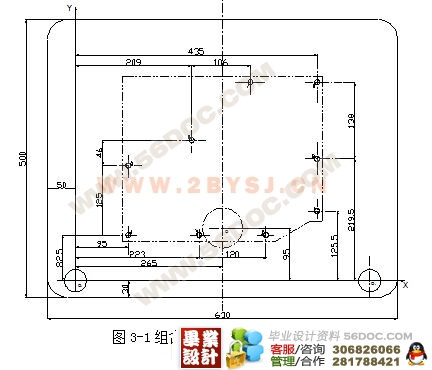
目 录
1 前言………………………………………………………………………………1
2 组合机床总体设计………………………………………………………………2
2.1 组合机床工艺方案的制定……………………………………………………2 [来源:http://think58.com]
2.2 组合机床配置型式及结构方案的确定………………………………………2
2.3 各侧具体零部件的设计、计算及选择………………………………………3
2.4 机床生产率计算卡………………………………………………………… 10
3 组合机床多轴箱设计(右主轴箱)………………………………………… 12
3.1 绘制右主轴箱设计原始依据图…………………………………………… 12
3.2 主轴、齿轮的确定及动力计算…………………………………………… 13
3.3 主轴箱传动系统的设计与计算…………………………………………… 13
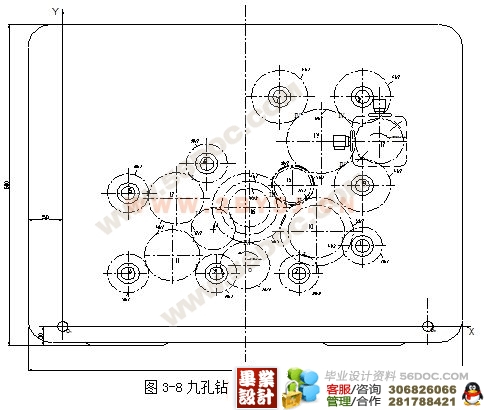
3.4 多轴箱坐标计算、绘制坐标检查图……………………………………… 18
3.5 主轴箱中变位齿轮的计算………………………………………………… 22
3.6 变位齿轮的设计…………………………………………………………… 22
3.7 齿轮强度校核……………………………………………………………… 23
3.8 传动轴直径的确定和轴的强度校核……………………………………… 25
3.9 主轴箱体及其附件的选择设计…………………………………………… 28
(毕业设计网 )
4 结论…………………………………………………………………………… 30
参考文献……………………………………………………………………………31
致谢…………………………………………………………………………………32
附录…………………………………………………………………………………33
附 录
序号 图名 图号 图幅
1 机床尺寸联系图 ZH1105W06-01 A0
2 加工示意图 ZH1105W06-02 A1
3 被加工零件工序图 ZH1105W06-03 A0
4 右主轴箱装配图 ZH1105W06-00 A0
5 坐标检查图 ZH1105W06-04 A2
6 前盖补充加工图 ZH1105W06-05 A2
7 后盖补充加工图 ZH1105W06-06 A2
8 上盖补充加工图 ZH1105W06-07 A3
9 侧盖补充加工图 ZH1105W06-08 A3
10 箱体补充加工图 ZH1105W06-09 A2
11 主轴 ZH1105W06-10 A3 [资料来源:THINK58.com]
12 传动轴 ZH1105W06-11 A3
13 变位齿轮 ZH1105W06-12 A3
[来源:http://think58.com]
[资料来源:www.THINK58.com]