
排气凸轮机械加工工艺及钻孔夹具设计(含CAD图,工艺卡,工序卡)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
排气凸轮机械加工工艺及钻孔夹具设计(含CAD图,工艺卡,工序卡)(任务书,论文说明书13400字,CAD图纸5张,工艺卡,工序卡)
摘 要
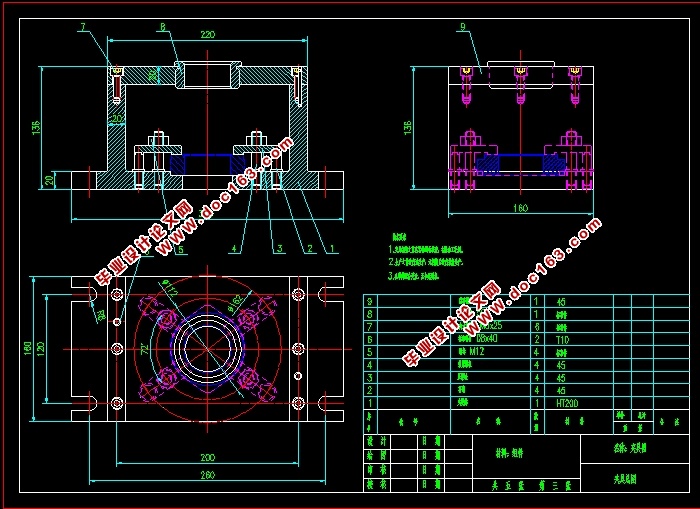
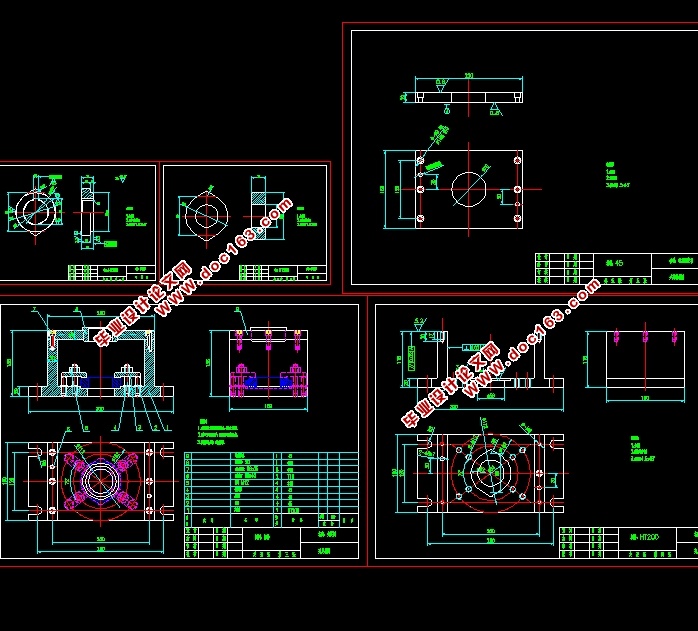
本次毕业设计的课题是排气凸轮机械加工工艺及钻孔夹具设计。零件的加工表面主要分为左右两个端面、中心孔、凸轮外表面、键槽等的加工。此零件为发动机上一重要零件-凸轮,其在发动机的做功过程中起到相对比较重要的作用,通过对凸轮零件图纸的分析、通过工艺路线方案的比较,制定出能够保证位置精度、加工精度和定位及装夹都比较方便的加工路线。然后确定机械加工余量、工序尺寸、毛胚尺寸、切削用量及基本工时。夹具部分是主要设计夹具的定位方案、夹紧方案和夹具体。在夹具方面选用专用夹具。考虑到零件的结构尺寸简单,夹紧方式多采用手动夹紧,夹紧简单,机构设计简单,且能满足设计要求。
关键词 排气凸轮;加工工艺;夹具;定位;夹紧
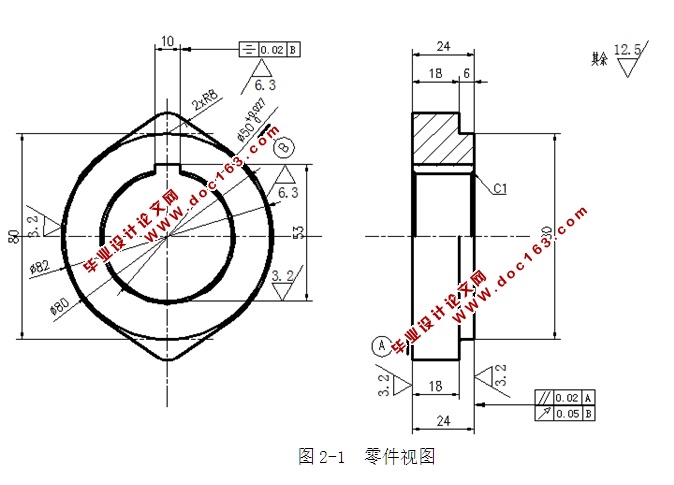
从零件图中可以看出,该零件主体为旋转体,零件为一发动机气缸燃烧排气凸轮,与凸轮轴链接,通过转动,将凸轮轴的圆周运动转化为排气阀门开闭的直线运动。通过分析图2-1零件图可知,凸轮左右两个端面都需要加工,且表面粗糙度在3.2μm以内,这两个面用粗铣、半精铣、精铣的加工方式加工,内孔的加工精度为0.027mm,且粗糙度要求也是3.2μm,故这个内孔的加工采用镗孔的方式加工,粗镗,半精镗,精镗,再进行倒角处理。加工完城后在刨床上加工键槽,按照标准键槽的加工方式进行加工即可,键槽粗糙度要求在6.3μm,牛头刨床完全能满足要求,外凸轮面是与气缸阀门直接接触的接触面,也是整个工件中最重要的加工面,内孔加工好后,以内孔为定位中心,在数控铣床加工中心利用数控编程程序加工外凸轮面,加工时工件固定,道具旋转切削,道具手臂按照凸轮外轮廓行走进行加工。
[资料来源:http://think58.com]
目 录
第一章 绪论 1
1.1 引言 1
1.2 机械加工工艺过程基本知识 2
第二章 零件的分析 4
2.1产品零件的功用 4
2.2机壳组件图纸及技术条件分析 5 [资料来源:www.THINK58.com]
2.3基准的选择与分析 7
第三章 机械加工工艺方案、路线 9
3.1产品零件主要加工方案 9
3.2加工余量的确定 9
3.3工艺路线的制定 10
3.4机床的选择 11
3.5工艺装备的选择 11
3.6切削用量的确定 12
第四章 机械加工工艺规程设计 13
4.1 机械加工余量、工序尺寸及毛坯尺寸的确定 13
4.2 确定切削用量及基本工时 14
4.2.1 工序1 14
4.2.2 工序2 14
4.2.3 工序3 14
4.2.4 工序4 15
4.2.5 工序5 17
4.2.6 工序6 19
4.2.7 工序7 21
4.2.8工序8 23
4.2.9工序9 26
4.2.10 工序10 26
第五章 专用夹具的设计 26
4.1夹具方案的确定 27
[版权所有:http://think58.com]
4.2工件在机床上定位方式的选择 27
4.3本次设计夹具方案说明 28
结 论 28
致 谢 29
参 考 文 献 31
[资料来源:http://www.THINK58.com]
上一篇:柴油机尾座体加工工艺设计(含CAD零件图夹具图,工艺卡,工序卡)
下一篇:柴油机推动架加工工艺及铣槽夹具设计(含CAD图,工序卡)