
831006拨叉机械加工工艺及夹具设计(含CAD零件装配图,工序卡)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
831006拨叉机械加工工艺及夹具设计(含CAD零件装配图,工序卡)(任务书,论文说明书15000字,CAD图纸5张,工序卡,实习调研报告)
摘 要
拨叉是车床变速机构中的重要组成部件,能接受换挡手柄传递的变速信号,来传动滑移齿轮,从控制变速箱以相应档位运行。拨叉具有一定的强度、硬度、可靠性和稳定性,以便车床能很好的变换速度,稳定行驶。一般情况下对拨叉的要求是:具有结构紧凑,传动力较大、体积小、重量轻、传动效率高、寿命长。
本设计所涉及的拨叉是车床上所使用的。拨叉的材质要求为45钢。在生产该零件过程中,经历了几种不同工艺方案的比较,最后选定了合理的工艺方案,从而编制了工艺文件,确定了该工艺每个工序的加工机床,加工时测量选用的量具,以及计算了各个加工走刀的切削余量、切削速度、加工时间、进给量和主轴转速等。
关键词:拨叉;工艺规程;夹具设计
Abstract
Dial the fork is the important parts,auto transmission shift handle it receives the variable speed signal transmission,to control the gear transmission with corresponding gear operation.Stable,so that cars can very good transform speed,stable driving;with compact structure,transmission torque,small volume light weight,high transmission efficiency,long service life ect.Characteristics. [资料来源:www.THINK58.com]
This paper from the aspect of research gearshift forks to shift the gearshift forks process planning,and designed a fine milling end fixture.Design with CAD drawing out the gearshift forks parts graph and fixture.And detail drawings were plotted CATIA detail drawing and fixture figure.The traditional process for gearshift forks made better understood for the average end fine milling fixture made extensive discussion.
Keywords: Shift gearshift forks;Procedure;Fixture design
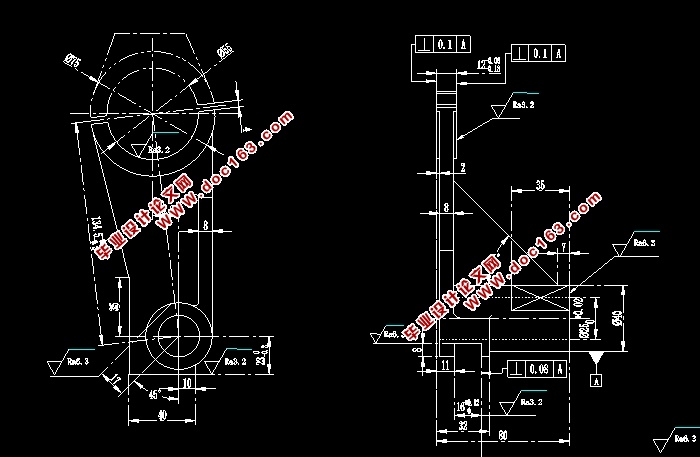
2.1.1零件的分析
1.零件的作用
题目给定的是CA6140零件 831006拨叉。它位于机床变速箱内。主
作用是用于机床的变速。
2.零件的工艺分析
零件的材料为HT200灰铸铁,生产工艺较简单,铸造性能优良,但塑性差,脆性高,不适用于磨削加工。以下是通过拨叉零件图分析出的几点拨叉需要加工表面和加工表面的位置要求。
(1)以φ25为中心的加工表面这一组加工表面包括:φ25 的孔,以及其上下端面。
(2)以φ55为中心的加工表面。
(3) 斜面的加工。
2.1.2工艺规程设计
[资料来源:http://think58.com]
1.确定毛坯的制造形式
零件材料是HT200,考虑到零件在机床运行中所受冲击较小,零件结构相对简单,生产类型为大批量,因此选择了铸造毛坯,两件铸为一体,加工时分离。
2基面的选择
基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以
使加工质量得到保证,生产率得以提高。否则,加工工艺过程中回问题百出,
更有甚者,还会造成零件的大批报废,是生产无法正常进行。
(1)粗基准的选择。对于零件而言,尽可能选择不加工表面为粗基准。而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。根据这个基准选择原则,现选取φ25 孔的不加工外轮廓表面作为粗基准,利用一组共两块压板压住这两个φ40作主要定位面,限制5个自由度,再以一个销钉限制最后1个自由度,达到完全定位,然后进行车削。
(2)精基准的选择。主要应该考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。
[来源:http://think58.com]

目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1 机械加工工艺及夹具现状 1
1.1.1机械制造工艺的发展现状 1
1.1.2夹具的发展历程 2
1.1.3我国夹具的发展历程 3
1.2 机械加工工艺及夹具发展趋势 3
1.2.1 机械制造工艺的发展趋势 3
1.2.2夹具的发展趋势 4
1.3课题要达到的设计目的 4
第2章 831006拨叉方案设计及可行性论证 5
2.1 831006拨叉方案设计 5
2.1.1零件的分析 5
2.1.2工艺规程设计 5
2.1.3方案一 6
2.1.4方案二 6
2.1.5方案三 7
2.2 831006拨叉方案可行性论证 8
2.2.1 方案1评价 8
2.2.2 方案2评价 8 [来源:http://www.think58.com]
2.2.3方案3评价 8
2.3 方案确定 8
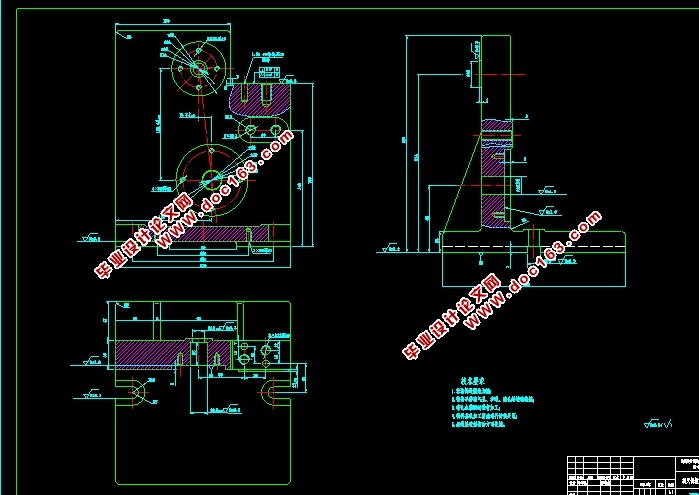
2.4 专用夹具方案设计 9
2.4.1 提出问题 9
2.4.2 专用夹具方案 9
第3章 831006拨叉设计计算 10
3.1机械加工余量、工序尺寸及毛坯尺寸的确定 10
3.1.1机械加工余量、工序尺寸的确定 10
3.1.2毛坯图的绘制 11
3.2 确定切削用量及基本工时 12
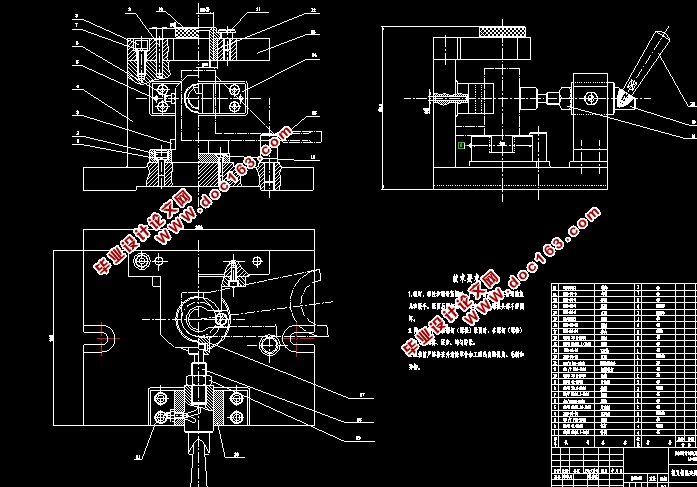
3.3夹具设计 20
3.3.1问题的提出 20
3.3.2夹具设计 21
3.4环境保护和可持续发展方面的思考 24
3.4.1 设计拨叉铸造时的环保考虑 25
3.4.2机床夹具设计时的环保考虑 25
3.4.3机床夹具设计的可持续发展考虑 25
第4章 产品使用与维护 26
4.1 夹具的使用 26
第5章 毕业设计特色专题 27
5.1特色专题简单概述 27
5.2三维建模的过程 28
结 论 33
参考文献 34
致 谢 36 [资料来源:http://THINK58.com]
上一篇:柴油机壳体加工工艺及Φ66镗孔夹具设计(含CAD图,工序卡)
下一篇:减速器机壳工艺工装设计及三维造型(含CAD零件装配图,SolidWorks三维图)