
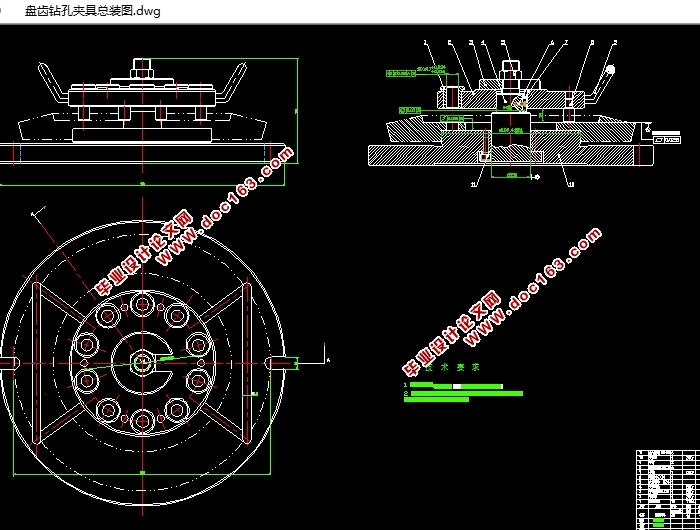
�̽dz��ּӹ����ռ���о����(��CAD���ͼװ��ͼ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
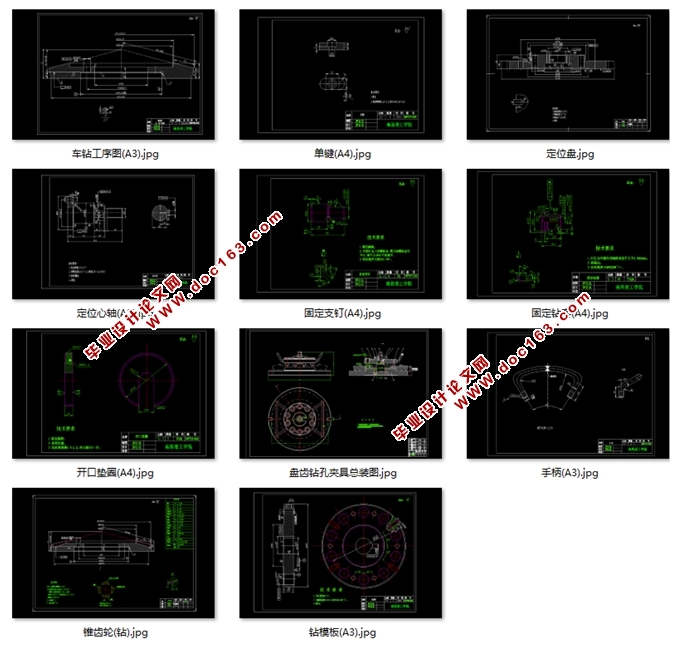
�̽dz��ּӹ����ռ���о����(��CAD���ͼװ��ͼ)(������,���ⱨ��,��������,���ķ���,����˵����10000��,CADͼֽ11��)
ժ Ҫ
�����������У�ʹ��������ԭ���ϣ�ë����������ܳɵȣ����ʺ�����״̬����ֱ�ӱ仯�Ĺ��̽й��չ��̣���ë�����죬��е�ӹ����ȴ�����װ��ȶ���֮Ϊ���չ��̡����ƶ����չ����У�Ҫȷ��������İ�װ��λ�ù�����Ҫ�Ĺ������ӹ��ù���Ļ����������Ľ�������������ȣ�����ת�ٺ������ٶȣ��ù���ļоߣ��������ߣ������ߵ��������ߵ����ȣ�������ù���Ļ���ʱ�䣬����ʱ������ط���ʱ�䡣
[�ؼ���]�� �����գ��������ӹ���������λ�������н���
Abstract
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
[Keywords]�� The process,Worker one, Worker's step ,The surplus of processing,Orient the scheme ,Clamp strength
1 �̽dz��ּӹ�����
1.1 �̽dz��ֵĹ��շ���
�̽dz����Ƕ����������������ĴӶ����֣���Ϊ������ߴ��С���ṹ��״Ҳ���Ǻܸ��ӣ������κ��ڿ�����ľ���Ҫ��ϸߣ�����ж����ϵ�10�� ��Ҫ��ӹ��������λ�öȾ���Ҫ��ϸߡ��̽dzݵĶ�λ�ڿױ���ֲڶ�Ҫ�� 0.8����λ�������ֲڶ�Ҫ�� 1.6,���Զ�Ҫ�ӹ�������,�̽dzݵij��νӴ�����Ҫ��ϸ�,������������Ӷ�������Ҫ���������ĥ�����,�̳��ֵijߴ羫�ȡ�������״���Ⱥ��λ�þ��ȣ��Լ�������ı���������Ӱ�춫��������������װ������������Ӱ����̨���������빤��������������ļӹ��Ƿdz��ؼ�����Ҫ�ġ�
1.2 �̽dz��ֵĹ���Ҫ���շ���
һ���õĽṹ����ҪӦ�ôﵽ���Ҫ����Ҫ�кõĻ�е�ӹ������ԣ�Ҳ����Ҫ�мӹ��Ŀ����ԣ�Ҫ���ڼӹ���Ҫ�ܹ���֤�ӹ�������ͬʱʹ�ӹ����Ͷ�����С������ƺ�����������صģ������ศ��ɵġ������Ҫ���Ǽӹ��������⡣����ʦҪ������δӹ����ϱ�֤��Ƶ�Ҫ��
1.2.1 �̽dz��ֵļ���Ҫ��
��ӹ���������Ҫ�ļӹ�����λ���ڿͶ��桢�����ϵ�10�� �ס��Լ����εĽӴ����ȡ�
�ţ���λ���ڿͶ���Ϊ��Ҫ�ӹ����棬���ڿ� �Ĵֲڶ�Ҫ���� ,����Ĵֲڶ�Ҫ���� ���������A�Ĵ�ֱ��Ҫ����0.05��
�ƣ���һ��ӹ������ϵ�10�� �ף����ڿױ���ֲڶ�Ҫ�� ����Ի���A��λ�ö�Ҫ���� ��
�ǣ��̽dzݵij��νӴ�����Ҫ��ϸ�,������������Ӷ�������Ҫ���������ĥ,��֤�Ӵ�ӡ��:��:��С��3��7�L,�ݳ�����ռ40��60%,�ݸ߷���ռ50%����;����:�м�ƫС��,�ݳ�����ռ40��60%,�ݸ߷���ռ50%��
��������һ���� ��ģ��ë�����������5000������[7]����е�ӹ������ֲᡷ��2.1-3��֪������������
1.3 �ӹ����չ���
�����Ϸ�����֪���������������Ҫ�ӹ������dz��Ρ�ƽ�漰��ϵ��һ����˵����֤ƽ��ļӹ�����Ҫ�ȱ�֤��ϵ�ļӹ��������ס���ˣ������̽dz�����˵���ӹ������е���Ҫ�����DZ�֤�ijߴ羫�ȼ�λ�þ��ȣ������ÿ�ƽ��֮������ϵ��
�������һЩ��������������֪���̽dz��ֵijߴ羫�ȣ���״�Լ�λ�þ���Ҫ�ܸߣ����ӹ����������ѣ��������ӡ�
1.4 ȷ��������ӹ�����
һ���õĽṹ����Ӧ�ôﵽ���Ҫ����Ҫ�кõĻ�е�ӹ������ԣ�Ҳ����Ҫ�мӹ��Ŀ����ԣ�Ҫ���ڼӹ���Ҫ�ܱ�֤�ӹ���������ͬʱ�Ǽӹ����Ͷ�����С����ƺ�����������صģ������ศ��ɵġ�����������Ƶ��̽dz��ּӹ�������˵��Ӧѡ���ܹ������ϵ�ӹ�����Ҫ��ļӹ��������豸�����˴Ӽӹ����Ⱥͼӹ�Ч�������濼�����⣬ҲҪ�ʵ����Ǿ������ء������㾫��Ҫ�������ʵ������£�Ӧѡ��۸�ϵ͵Ļ�����
[������Դ��http://www.THINK58.com]

Ŀ ¼
ժ Ҫ I
ABSTRACT II
��1 �� �̽dz��ּӹ����� 6
1.1 �̽dz��ֵĹ��շ��� 6
1.2 �̽dz��ֵĹ���Ҫ���շ��� 6
1.2.1 �̽dz��ֵļ���Ҫ�� 7 [��Ȩ���У�http://think58.com]
1.3 �ӹ����չ��� 7
1.4 ȷ��������ӹ����� 7
1.4.1 ��ѡ������漰�ļӹ�����ʱ��Ҫ�ۺϿ����������� 8
1.4.2 ƽ��ļӹ� 8
1.4.3�ļӹ����� 8
1 .4. 4���εļӹ����� 8
1.5 ȷ����λ�� 8
1.5.1 �ֻ���ѡ�� 8
1.5.2 ����ѡ���ԭ�� 9
1.6 ����·�ߵ��ⶩ 10
1.6.1��������� 10
1.6.2 ����ļ������ɢ 11
1.6.3 �ӹ��εĻ��� 11
1.7 �̽dz��ֵ�ë���ߴ缰��е�ӹ����չ��̵�ȷ��.......................... 12
1.7.1 ë���Ľṹ����Ҫ��......................................... ........ ... ............... .12
1.7.2 �̽dz��ֵĻ�е�ӹ����չ��̵�ȷ��......... ............. ... ...... .....13
��2 �� ר�üо���� 15
2.1�ӹ�����Ĺ��շ��� 15
2.1.1�ӹ������ԭʼ��������................... ..... .... ....... ... .............15
[��Դ��http://think58.com]
2.1.2 �����Ļ�е�ӹ����շ���........... ..... .... ........... .... ...... ... ... ....... 15
2.2 ��о���Ʒ���.............................................................................. ........ 17
2.2.1 ��о�����ṹ��������ƹ�˼............................... 17
2.2.2 ��о�����Ĺ���ͼ���Ҫ���ȷ��..................... . 18
2.3 �о���Ƽ������ļ�Ҫ˵��.............................. ............ ...... .............. ....20
�� �� 21
����� 22
�� л 23
��һƪ��ʮ��ͷ����Ĺ������(��CAD���ͼ�о�װ��ͼ)
��һƪ���ƶ�CA6140C��������ӹ����պ�ϳ8mm�۵�ϳ���о�(��CADͼ)(�γ����)