
十字头零件的工艺设计(含CAD零件图夹具装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
十字头零件的工艺设计(含CAD零件图夹具装配图)(论文说明书11000字,CAD图纸3张,工艺过程卡)
1.1零件的作用
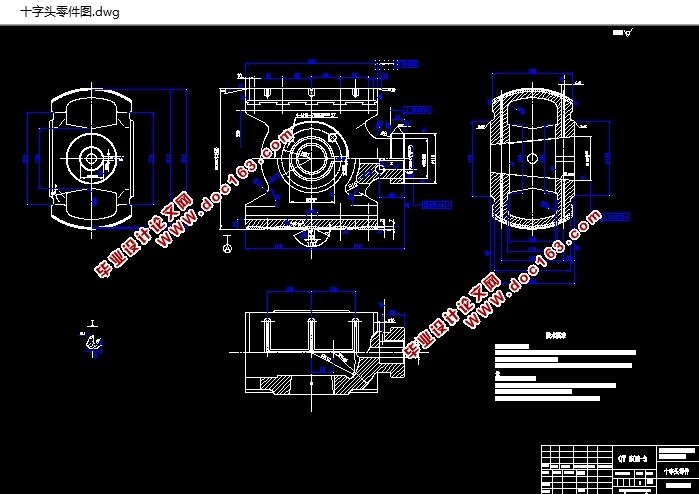
题目所给的是空气压缩机零件十字头体,它是连接连杆和活塞杆的部件,是将回转运动转化为往复运动的关节。对十字头的基本要求是:有足够的强度,刚度,耐磨损,重量轻,工作可靠。
本十字头零件与活塞杆是依靠法兰连接的结构,这种结构使用可靠,调整方便,活塞杆与十字头容易对中,不足之处是结构笨重,适合用于大型压缩机上。
1.2零件的工艺分析
1.2.1 十字头零件共有三组加工表面,它们之间有一定的位置要求。现分述如下:
(1) 以孔Φ50H7mm为中心的加工表面
这一组加工表面包括:Φ50H7mm孔及其倒角,尺寸为Φ115的颈部外圆及倒角,尺寸为Φ90的颈腰部外圆表面,颈部Φ50H7孔内宽为8的槽,位于Φ50H7孔底部尺寸为Φ22的通孔,尺寸为Φ10与Φ50H7孔相垂直的油孔,其中,主要加工尺寸为Φ50H7的孔,这是用来连接活塞杆用的。
(2) 以Φ320d7轴线为中心的加工表面:
这一组加工表面包括:Φ 320d7外圆表面及其10°的倒角,Φ 320d7外圆表面上宽为15mm的王字型槽,与外圆表面垂直,尺寸为Φ6的4个通孔,以及未浇铸巴氏合金前尺寸为Φ312外圆表面和Φ312表面上深为3,宽为25的梯形槽,其中主要是加工尺寸是Φ320d7的外圆表面,这是用来与十字头滑块相配合,通过十字头滑块来导向并承受连杆侧压力。
[版权所有:http://think58.com]
(3) 以Φ100H10销孔为中心的加工表面:
这一组加工表面包括:这一组加工表面包括:Φ100H10锥度为1:10的锥型孔,相距为190,与Φ100孔相垂直的两侧凸台端面,相距为180,与Φ100锥型孔轴线相垂直的两侧端面,在体腔内,相距为106与 100锥型孔轴线相垂直的凸台端面,以及Φ100H10锥型孔内宽为12的矩型槽,还有在相距为190凸台端面上四个M16螺孔,其中,主要加工Φ100H10锥型孔,这是用来装配锥型销,以便安装连杆用的。
1.2.2 这两组加工表面之间有一定的位置要求,主要是:
(1)尺寸为Φ115的颈部背部端面与Φ320d7圆柱轴线的垂直度公差为0.03;
(2)Φ50H7孔与Φ320d7轴的同轴度公差为0.03;
(3)Φ320d7圆柱面的圆柱度公差值为0.025;
(4)Φ100锥型孔轴线与Φ320d7圆柱轴线的垂直度公差为0.025。
同以上分析可知,对于这三组加工表面而言,可以先加工出其中一组表面,然后借助于专用夹具加工另一组表面,并且保证他们之间的位置精度要求。
[来源:http://think58.com]
目 录
中文摘要 Ⅰ
英文摘要 Ⅱ
前言 1
第一章 零件的分析 1
1.1零件的作用 1
2.2零件的工艺分析 1
第二章 工艺规程设计 3 [资料来源:http://think58.com]
2.1 确定毛坯的制造形式 3
2.2 基面的选择 3
2.2.1 粗基准的选择 3
2.2.2 精基准的选择 3
2.3 零件表面加工方法的选择 4
2.4 制定工艺路线 5
2.3 机械加工余量、工序尺寸及毛坯尺寸的确定 7
2.6 确定切削用量及基本工时 9
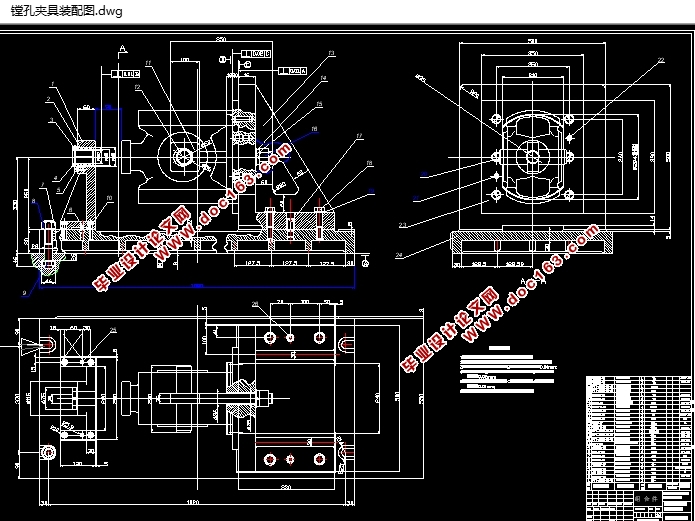
第三章 夹具的设计 26
3.1 问题的提出 26
3.1.1 定位基准的选择 26
3.1.2 夹紧面的选择 26
3.2 切削力及夹紧力的计算 27
3.3 定位误差的分析 28
3.4 夹具设计及操作的简要说明 28
结论 30
参考文献 31
致谢 32 [资料来源:http://think58.com]
下一篇:盘角齿轮加工工艺及钻孔夹具设计(含CAD零件图装配图)