
汽车变速器操纵盖工艺及工装夹具设计(含CAD零件夹具图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
汽车变速器操纵盖工艺及工装夹具设计(含CAD零件夹具图)(论文说明书9200字,CAD图4张,工序卡,工艺卡)
摘 要
本次设计的主要内容是操纵盖加工工艺规程及 孔钻孔夹具的设计。操纵盖主要是用在汽车变速器上面,其主要加工表面及控制位置为长度为97的底部大端面和 以及 。由零件要求分析可知,保证 孔的精度尺寸的同时应该尽量保证其与底部大端面的垂直度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以97的底部大端面粗定位夹紧加工后,对 孔进行钻削加工同时成型。因其粗糙度为Ra12.5,可通过钻、绞孔来满足。对于钻 孔时,主要以操纵盖的97的底部大端面定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过对操纵盖的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的操纵盖零件。
【关键词】操纵盖 加工工艺 夹具设计 夹具
零件的作用
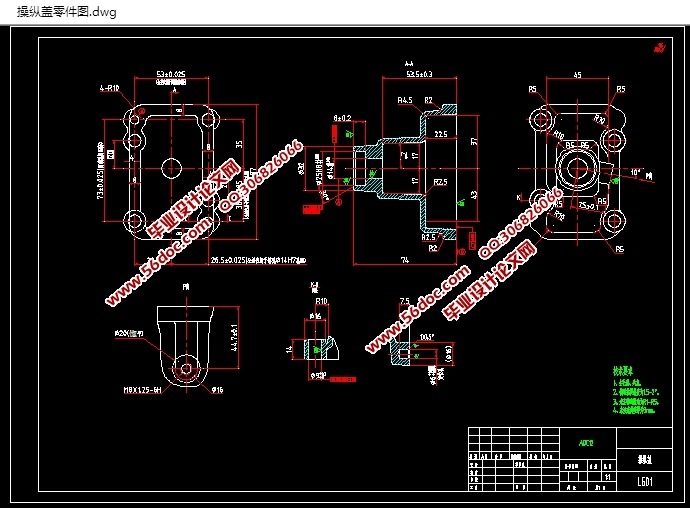
题目所给的零件是操纵盖,而操纵盖一般是压铸机压铸而成,上面钻或铣有直孔或者是螺纹孔,其作用是用来与其它部件进行连接的。同时操纵盖零件一般都是用在汽车变速器上面,而本课题的任务就是”汽车变速器操纵盖工艺及工装夹具设计“。
2.2 零件的工艺分析
(1)以零件图里正视于我们的面作为加工面。
操纵盖的 加工,中间孔 的加工,底部大端面的加工,其中 孔的表面粗糙度要求为 , 孔的表面粗糙度要求同样为 ,底部大端面的表面粗糙度为 ;
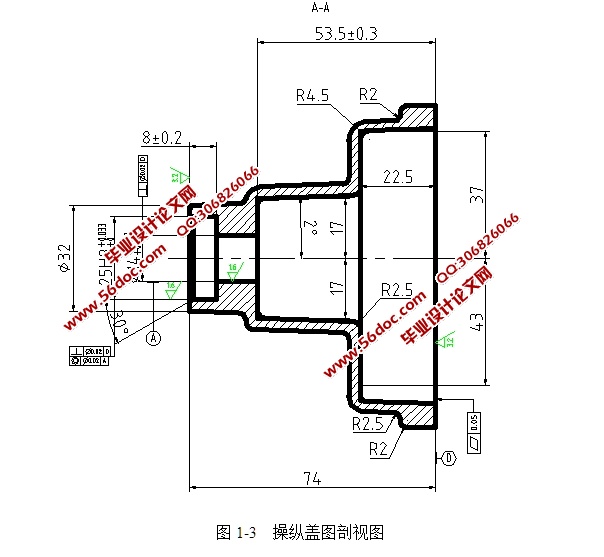
(2)以剖视图中心轴线为中心的主要加工表面的加工面。
这一组加工表面包括:
内孔的镗削加工以及 孔的钻、绞削加工。
(3)以左视图视图方向的主要加工表面的加工面。
这一组加工表面包括:
内孔的钻、绞削加工,以及M8X1.25-6H螺孔的加工。

目 录
摘要 3
Abstract 4
第一章 绪 论 4
第二章 零件的分析 5
2.1、零件的作用 5
2.2、零件的工艺分析 5
第三章 毛坯的确定以及毛坯图和零件图的绘出 8
3.1、分析毛坯的制作以及其组成 8
3.2、加工余量和工序、毛坯尺寸的确定 8
第四章 操纵盖的工艺规程的设计 10
4.1、确定定位基准 10
4.2、工艺路线的确定 10
4.3、选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16 [来源:http://www.think58.com]
4.4.1粗铣、精铣97,高74底部大端面 17
4.4.2 粗铣、精铣∮32顶部端面 18
4.4.3钻∮ 底孔∮13,绞∮13孔至尺寸 18
4.4.4钻、绞 直孔 19
4.4.5钻、绞 20
4.4.6锪平∮20凸台至尺寸 23
4.4.7钻、攻M8X1.25-6H螺纹孔底孔∮7,攻M8牙 24
4.4.8粗镗、半精镗∮25H8深8孔至尺寸 25
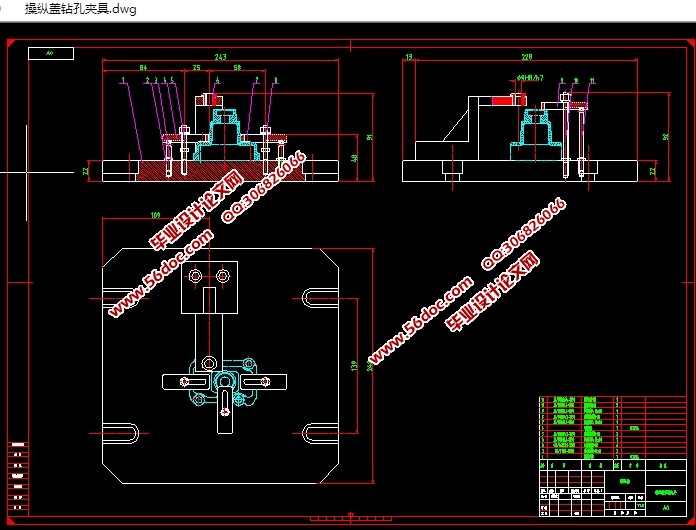
第五章 钻孔夹具的设计 27
5.1选择定位基准 28
5.2分析误差 29
5.3夹具的夹紧力和切削力的计算 30
5.4夹紧元件及动力装置确定 33
5.5夹具设计及操作的简要说明 35
小结 36 [版权所有:http://think58.com]
参考文献 37
致 谢 38
上一篇:齿轮箱的机械制造工艺与夹具设计(含CAD零件夹具图,SolidWorks三
下一篇:输送机传输带NE300链板套筒工艺编制和铣平面夹具刀具设计(含CAD