
495����������ա������Ϳо�ר�û������(CAD,SolidWorks

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
495����������ա������Ϳо�ר�û������(CAD,SolidWorks��ά)(����˵����16200��,CADͼ7��,SolidWorks��άͼ,����,���տ�)
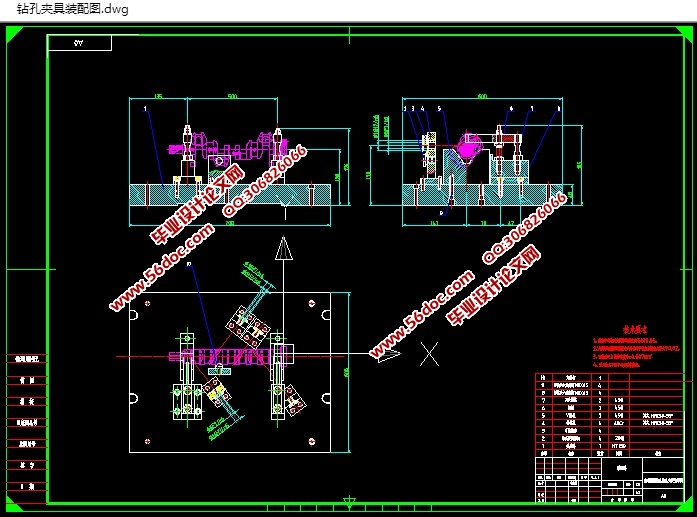
ժҪ������ƽ�����495����������ա������Ϳо�ר�û�������ƣ����а���������ӹ����յ�ȷ�������������Ҫ�˽���ļӹ�����·������ļ��㣬ȷ�������Ϳ������ֱ��������ѡ�õ���ͺż����������ֲ�����������ͼһ�������ӹ��������ͼ���ӹ�ʾ��ͼ��������ϵ�ߴ�ͼ�����������ʼ��㿨�����ڶ���������У�ȷ������ϵͳ�������������꣬����������У�˼����������ͼ���ơ�
����ƽ����װʵ����ͨ�û����Ӷ������˻����ɱ������ҽ�ʡ�˼ӹ�ʱ�䣬����˹�������Ч�ʡ�
�ؼ��ʣ� ���רҵ�����������䣻��װ
2 495����������շ���
2.1 ���ӹ�����Ĺ���
495��������ǻ�е�����мӹ�����϶࣬�Ͷ����ϴ�ģ�����Ҫ��ߵĵ��������
�����Dz��ͷ���������Ҫ��������������ǰѻ���������ֱ���˶������ת�˶����������ڻ����ϵ�����ѹ�����Ť�أ���������������е�Ͳ��ͷ�����������ϵͳ���й����������ڹ���ʱ�����Ų��ϱ仯��ѹ���������������ǵ��������ã����Ҫ�������ǿ�ȸߡ��նȴ���ĥ�Ժá��ᾱ����ӹ��ߴ羫ȷ��
2.2 ���ƹ��չ�̼�����
2.2.1 ���ӹ�����ļ���Ҫ��
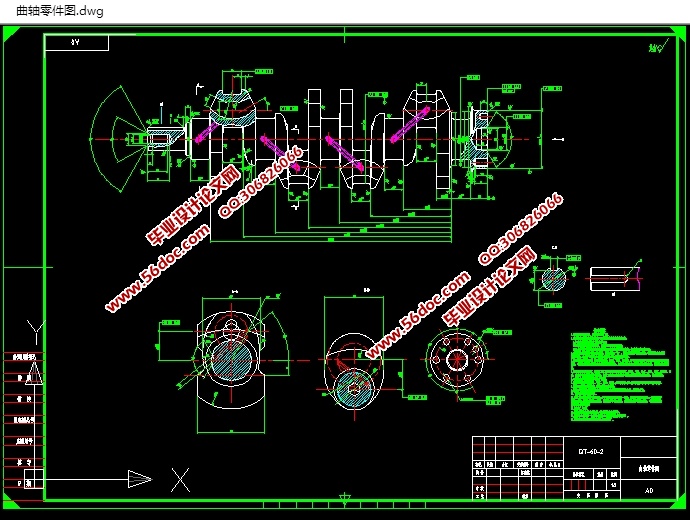
����һ���������ɶˡ���������˺����ɸ�������ɡ����������ᾱ�������ᾱ��������ɡ������ͼ��ʾ��������������ʽ���ᣬ���ĸ��ա�����Ĺ����ص��ǣ��ṹ���ӣ��ӹ��ijߴ羫�ȡ���λ���Ⱥͱ�������Ҫ��ߣ����Բ�������������ε���������������������Ҫ�ӹ������У����ᾱ�������ᾱ�ȡ�
2.2.3 ë����ѡ��
��е������õ�ë����Ҫ���������ͼ������Ӽ��������Ͳļ����ϵȡ�ѡ��ë��Ҫ�ۺϿ���������ϼ�����ѧ���ܡ�������ϵĹ����ԡ�����ṹ��״�ͳߴ硢�������͡������������������Ṥ��ʱҪ���ܴܺ��ת�ؼ���������Ӧ�������ײ���Ťת���۶ϼ��ᾱĥ��Ҫ�����Ӧ�нϸߵ�ǿ�ȡ�����Ͷȡ���ƣ��ǿ�Ⱥ���ĥ�ԣ���ī�����ܺܺõ���������Ҫ�����ΪС������������������ë��������ΪQT600-2,���ȴ���������Ӧ��������Ӳ��ֵ��190-270HBS��
[��Դ��http://www.think58.com]

[������Դ��http://THINK58.com]
Ŀ ¼
���� 1
1. ��ϻ������� 1
2. 495����������շ��� 5
2.1 ���ӹ�����Ĺ��� 5
2.2 ���ƹ��չ�̼����� 5
2.2.1 ���ӹ�����ļ���Ҫ�� 5
2.2.2 ë����ѡ�� 6
2.3 ����ӹ�����·�ߵ��ⶨ 7
2.3.1 ��λ����ѡ�� 8 [������Դ��www.THINK58.com]
2.3.1.1 �ֻ���ѡ�� 8
2.3.1.2 ������ѡ�� 8
2.4 �ƶ�����·�� 10
2.5 ��������������� 10
2.6 �����ⶨ���չ�� 10
2.7 �����豸������װ�� 10
2.8 ����������ȷ�� 10
3. �����ϻ����Ľṹ��� 11
3.1 ��ϻ�����������ʽ��ѡ�� 11
3.2 ����������ѡ�� 11
4. ����“��ͼһ��” 16
4.1 ���Ʊ��ӹ��������ͼ 16 [��Դ��http://think58.com]
4.2 ���Ʊ��ӹ�����ӹ�ʾ��ͼ 16
4.3 ������ϵ�ߴ�ͼ�Ļ��� 18
4.4 ר�û��������ʼ��㿨�ı��� 18
4.4.1 �����ʵļ��� 18
4.4.2 ��д�����ʼ��㿨 20
5. ��ϻ��������Ϳ�������� 21
5.1 ����� 21
5.2.1 ���ݼ�ע������ 21
5.2.2 ��������ߴ缰�������� 22
5.3 ������ֵ�ȷ�������� 22
5.3.1 ������ʽ��ֱ��������ģ����ȷ�� 22
5.3.2 ���������趯������ 23
5.4 ������Ĵ������ 24
5.4.1 �Զ�����Ĵ���ϵͳ��һ��Ҫ�� 25
5.4.2 �ⶩ�����䴫��ϵͳ�ķ��� 25
5.5 �Դ����������У�� 25
5.5.1 ��Ē��� 26 [������Դ��THINK58.com]
5.5.2 ���ֵĒ��� 27
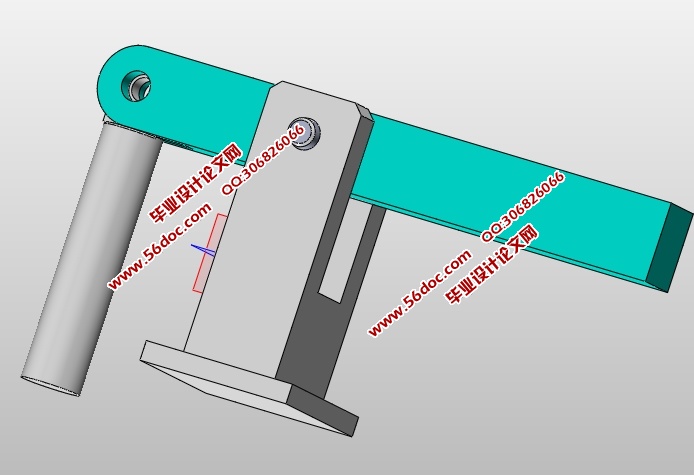
5.6 �����Ϳоߵ���� 28
5.6.1 ���ģ��������ͷ 29
5.6.2 ���װ�� 30
5.6.3 ����г̵Ŀ��� 30
6. ���� 31
��¼ 32
����� 33
��л 34
��һƪ�������ͷ�ӹ��������(��CADͼ,SolidWorks��άͼ,����,���տ�)
��һƪ��������Ļ�е���칤����о����(��CAD����о�ͼ,SolidWorks��