
转速器盘的机械加工工艺规程及专用夹具设计

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
转速器盘的机械加工工艺规程及专用夹具设计(选题审题表,任务书,中期检查表,论文说明书12100字,工序卡,CAD图纸6张)
摘 要
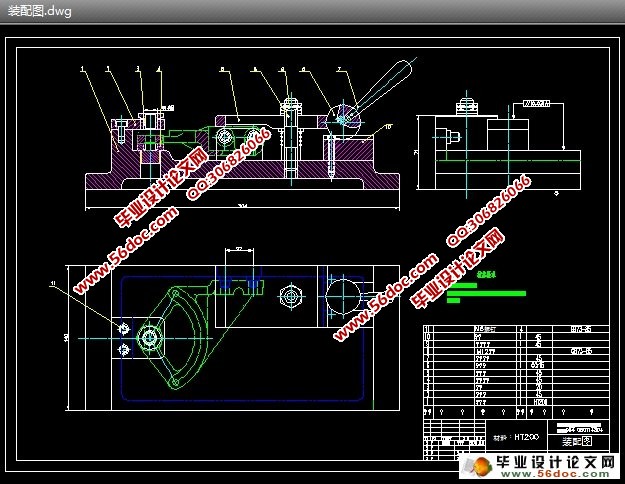
工艺规程是工装设计、制造和确定零件加工方法与加工路线的主要依据,它对组织生产、保证产品质量、提高劳动生产率、降低成本、缩短生产周期及改善劳动条件等都有着直接的影响,因此是生产中的关键工作。夹具在机械加工中起着重要的作用,它直接影响着机械加工的质量,生产效率和成本,因此,夹具设计是机械工艺准备和施工中的一项重要工作。本文设计了2105柴油机转速器盘的机械加工工艺规程,该规程可以很好的满足生产实践的指导;设计了钻 mm孔工序和粗铣Φ25mm圆柱上端面工序的专用机床夹具。经过定位误差分析,该夹具可以满足生产需要
关键词:机械加工工艺规程;专用夹具;定位误差;夹紧力
Abstract
Procedure is tooling design, manufacturing and determine parts processing method and the main basis of processing route to organize production, it, assure product quality, improve labor productivity, reduce cost, shorten the production cycle and improve working conditions and so on, all have direct impact, so is the key work production. Fixture in mechanical processing play an important role, it directly influences the quality of mechanical processing, production efficiency and cost, therefore, clamp design is the mechanical process of preparation and construction is an important work. This paper introduces the design of 2105 diesel engine speed device dish the machining process planning, this procedure can well satisfy the production practice guidance; Design of drilling and milling process and coarse mm hole Φ column of processes mm face special drill fixture. After positioning error analysis, this fixture can meet the requirements of production
Keywords: mechanical processing procedure; Special jig; Positioning error; Clamping force
零件的作用
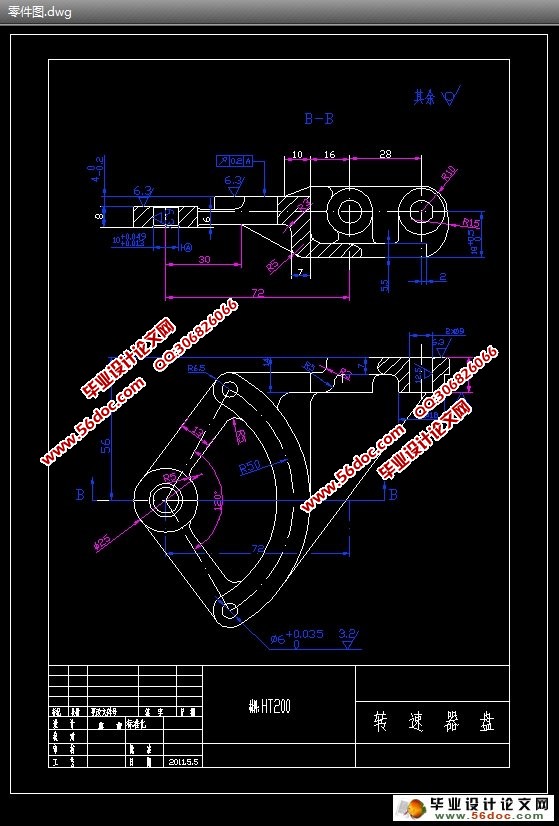
该零件是调速机构的转速器盘,从整体上来说,其径向尺寸比轴向尺寸大,因此,可以将其划定为不规则的盘类零件。零件上直径为Φ10mm的孔装一偏心轴,此轴一端通过销与手柄相连,另一端与油门拉杆相连。转动手柄,偏心轴转动,油门拉杆即可打开油门(增速)或关小油门(减速);两个直径为Φ6mm孔装两个定位销,起限位作用。手柄可在120°内转动,实现无级变速。转速器盘通过两个直径为Φ9mm的螺栓孔用M8螺栓与柴油机机体相连。
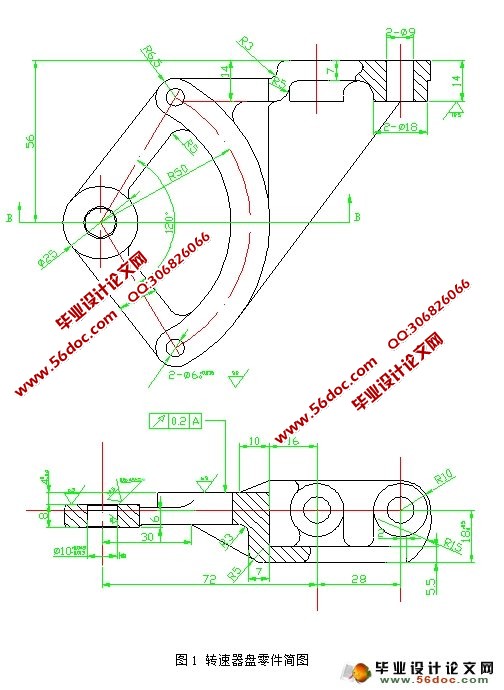
1.3零件的工艺性分析
如图1所示:转速器盘共有九个机械加工表面,其中,两个直径为Φ9mm的螺栓孔与Φ10mm孔有位置要求;120°圆弧端面与Φ10mm孔的中心线有位置度要求。现分述如下: [来源:http://www.think58.com]
⑴ 两个直径为Φ9mm的螺栓孔
两个直径为Φ9mm的螺栓孔的表面粗糙度为Ra6.3,螺栓孔中心线与底平面的尺寸要求为18 mm;两个螺栓孔的中心线距离为 mm;螺栓孔与直径为Φ10mm的孔中心线距离为 mm;与柴油机机体相连的后平面,其表面粗糙度为Ra6.3。
⑵ Φ10mm的孔及120°圆弧端面
Φ10mm的孔尺寸为Φ10 mm,表面粗糙度为Ra3.2,其孔口倒角0.5×45°,两个Φ6 mm的孔表面粗糙度为Ra3.2,120°圆弧端面相对Φ10mm孔的中心线有端面圆跳动为0.2mm的要求,其表面粗糙度为Ra6.3。
从以上分析可知,转速器盘的加工精度不是很高。因此,可以先将精度低的加工面加工完后,再以加工过的表面为定位基准加工精度较高的Φ10mm和Φ6mm孔。
[来源:http://think58.com]

目 录 [资料来源:http://www.THINK58.com]
摘要 1
绪论 3
第1章 零件分析 4
1.1引言 4
1.2零件的作用 4
1.3零件的工艺性分析 4
第2章 确定毛坯、画毛坯—零件合图 7
2.1 确定毛坯的成形方法 7
2.2 铸件结构工艺性分析 7
2.3 铸造工艺方案的确定 7
2.4 铸造工艺参数的确定 8
2.5 型芯设计 9
第3章 工艺规程设计 11
3.1定位基准的选择 11
3.2制订工艺路线 11
3.3选择加工设备及刀、量具 13
3.4 加工工序设计 14
3.5时间定额计算 17
3.6机械加工工艺卡和工序卡 24
第4章 夹具设计 25
4.1钻Φ10孔夹具设计 25
4.2粗铣Φ25圆柱上端面夹具设计 31
结论 34 [来源:http://think58.com]
致谢 35
参考文献 36 [版权所有:http://think58.com]
上一篇:硅片加工工艺技术(论文)
下一篇:S86A减速器壳体的工艺设计