
机油冷却器自动装备线压紧工位装备设计

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘 要
汽车发动机在高速旋转下发热量很大,尤其是大功率发动机,在高温下对汽车发动机润滑系统的可靠性要求比较高。而机油冷却器可以保持发动机工作状态下可靠的润滑。提高其工作可靠性和寿命,降低发动机本体的制造精度,对于车载发动机来说是必不可少的配套装置。随着我国现代化进程的加快,汽车工业的迅猛发展,机油冷却器市场中的需求越来越大,圆盘机油冷却器由于其结构及性能的优势,更是需求加大。
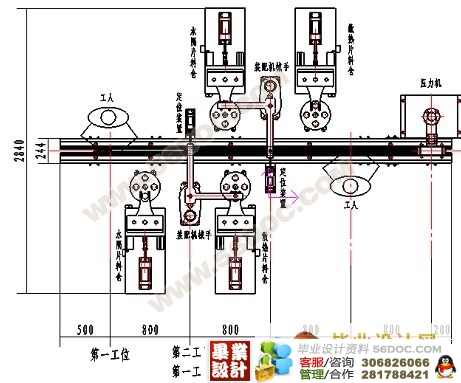
机油冷却器的装配工艺过程是其制造过程中非常重要的环节,装配质量的好坏直接影响机油冷却器的密封性能。可是,由于机油冷却器的结构特点限制,长期以来,在国内外这一工艺过程一直靠人手工操作,效率低,工作劳动强度大,且装配质量过多地受到人为因素的影响,致使机油冷却器质量的稳定性和可靠性不高。随着企业用户需求量的增加,扬州通洋机油冷却器有限公司准备建造一条针对不锈钢圆盘式机油冷却器的自动装配线。基于机油冷却器的结构特点限制,采用完全的自动装配是不现实的。因此在原来的手工装配线,开发一条半自动装配线符合该厂目前的实际情况。这既可以提高机油冷却器的装配质量,又可以节约大量成本。自动装配线由机械系统(包括装配输送线、装配机械手、定位装置、压紧设备等)、气压系统、电气系统和PLC控制系统等部分组成. 无疑它将是机、电、气一体化的产品。(毕业设计网 ) [资料来源:THINK58.com]
关键词:机油冷却器,自动化装配线,压力机。 [资料来源:THINK58.com]
Abstract
Automobile engine in high-speed rotary would get heat. Under the high temperature, a car's engine lubrication system’s reliability requirements are relatively high, especially with high-power engine. And the oil cooler can maintain engine under reliable lubrication in work, improving their reliability and life expectancy, lowering precision of engine manufacturing. It is an essential supporting device for the truck engine. With the acceleration of the process of modernization and the rapid development of the auto industry, the demand of oil cooler market increases quickly, especially for disk-oil coolers, because of its advantages of structure and properties.
Oil cooler assembly process is a very important part in the manufacturing process. The assembly quality will do a direct impact on the oil cooler sealing performance. However, as the restrictions of the oil cooler of the structure, for a long time, the assembly process has relied on hand not only at home but also abroad. It is inefficient, labor-intensive. And assembly quality is mainly due to artificially ,this made the stability and reliability of oil cooler is not high.
[来源:http://www.think58.com]
An automatic assembling line for stainless steel flat-fin oil cooler has been planed to set up at Yangzhou Tongyang Oil Cooler Co., Ltd. However, due to its structure feature, it’s not realistic to set up the fully equipped automatic assembly line of oil cooler. So based on the original manual assembling line, building semiautomatic assembly line is a ideal method which accord with real situation with the this firm at present. It can not only improve the assembling quality of oil cooler, but also save a lot of money.
Automatic assembly line combines mechanical systems (including assembly line, assembly manipulator, positioning devices, compaction equipment, etc.), pressure systems, electrical systems and PLC control system. Obviously it is a composite product including machine, electricity, gas driving etc.
Keywords : oil cooler, automated assembly lines, press machine .
课题的意义
本项目的创新之处在于采用机电气一体化的自动化技术来解决制约机油冷却器产品质量和产量提高的装配工艺的瓶颈,实现由人工装配向自动化装配的转变。目前机油冷却器自动装配线的研制开发在国内同类型生产企业尚属首次。
随着我国现代化进程的加快,汽车工业得到了迅猛的发展,扬州市的汽车工业已成为扬州多个优势产业中的一个,我市的水箱、油箱、活塞环等在业内具有一定优势,目前扬州正努力成为全国乃至世界的汽车零部件基地。而机油冷却器可以保持发动机工作状态下可靠的润滑。提高其工作可靠性和寿命,降低发动机本体的制造精度,对于车载发动机来说是必不可少的配套装置。圆盘机油冷却器由于其结构及性能的优势,在机油冷却器市场中的需求越来越大。
通过本项目的研制开发,促进圆盘机油冷却器产品制造企业的制造装备的技术进步,降低产品的制造成本,保证产品的装配质量,提高产品的装配工作效率从而提高产品的质量和生产率。以适应企业扩大生产规模,及时应对国内外客户的订货需求。因此本项目的实施对企业的发展、技术进步及创造良好的经济效益与社会效益都具有十分重要的意义,同时也对扬州努力成为全国乃至世界的汽车零部件基地起到推动作用。
[资料来源:www.THINK58.com]
机油冷却器自动装配线的设计要求
厂方要求装配线的总长不超过5米,装配线要达到单班(8小时)日产1200件以上。
完成单件装配平均耗时 :
因此装配线的任何工位耗时都不得超过24秒。这就要求本设计要达到紧凑的结构和较高的装配效率的统一,在设计中,我们要充分地考虑装配质量、效率和成本。 [资料来源:http://THINK58.com]
装配方案设计
装配工艺分析与确定
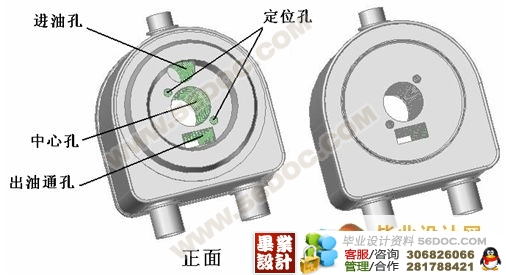
本课题的难点在于产品结构比较复杂(详见图2-1机油冷却器爆炸图),机油冷却器的自动化装配,由于受其组成零件的不同类型及形状限制,很难实现其全部零件的全部自动化装配。由图可知装配过程中大量重复性动作主要集中在水隔板焊片(铜片)、水隔板、散热片的交替装配上。在本设计开始之前,芯子总成的手工装配效率很低,主要是由于散热片、水隔板、以及铜片的数量比较多(分别为11、12和24片),每层装配都要保证位置精确,并且不能装错数量和顺序,否则产品会不合格。这是多次的重复劳动,耗时很大。因此该工位可以通过机械手交替装配实现自动化。上下盖和上下外壳的装配量很小(各为1片),而且结构不利于机械手的抓取,因此采用人工装配。
水隔板焊片(铜片)、水隔板、散热片的交替装配在实现自动化装配的时候要考虑到如何更好的实现机械手的抓取。因为铜片面积小,中间多孔,无法用真空吸盘抓取;又因为铜片很薄,质量轻,不易于磁吸盘分料抓取。所以我们在设计前打算对水隔板结构进行适应性改造,取消了水隔板与散热片之间的24层铜片钎料,采用复合材料(水隔板两面镀铜),或用事先由另外一个工序将水隔板和两面铜片焊合的水隔片总成取而代之。这样就可实现对水隔片总成和散热片的机械手自动装配。又考虑到每个工位不得超过24秒,而装配零件数又很多,我们决定把机械装配工位设计为两个机械手工步,以达到减少工时的目的。
[来源:http://think58.com]
水隔片总成和散热片都为薄片形状零件,其自动装配通过机械手动作实现。由于水隔片总成零件表面积不大,故考虑采用磁盘式机械手装配;而对于散热片零件,其表面积较大,可采用吸盘式机械手装配。这两个零件的装配顺序通过可编程控制器来控制。
在机油冷却器装配完成主要所有零件的装配后,需要对机油冷却器进行压紧,然后再夹紧,完成零件的最后装配。
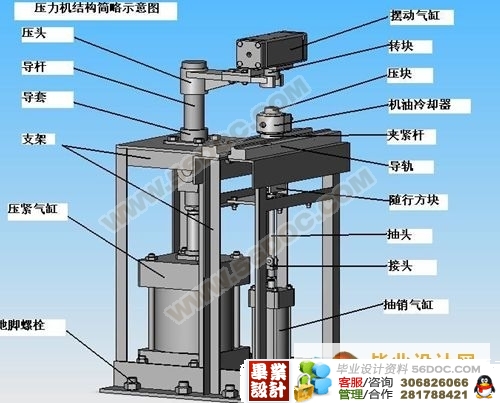
现有的人工装配时该工序是通过螺旋夹紧,即把机油冷却器通过中心孔套在一个中间插有长销(长销的另一端加工有螺纹)的底座上,垫入一块压块后,按下气动压头开关,在压头压紧冷却器时手工旋入螺母进行夹紧。现在自动化装配线上,为了有利于实现装配自动化,节约装配时间,以及保证装配的可靠性和稳定性,我们通过压力机来实现机油冷却器的自动压力夹紧。(毕业设计网 ) [资料来源:http://THINK58.com]





目 录
第一章 引言 1
1.1课题的来源、意义 1
1.1.1课题的来源 2
1.1.2 课题的意义 2
第二章 总体方案设计 3
2.1机油冷却器自动装配线的设计要求 3
2.2装配方案设计 3
2.2.1装配工艺分析与确定 3
2.2.2装配线传送方案的比较与确定 4 [版权所有:http://think58.com]
(毕业设计网 )
2.3 总体方案的确定 5
第三章 压紧工位装备设计 8
3.1机油冷却器定位方案的比较与确定 8
3.2机油冷却器夹紧方案的比较与确定 9
3.3抽头的设计 12
3.4压力机的设计 13
3.4.1方案设计 13
3.4.2气缸的选择与设计 13
3.4.2.1压紧气缸的选择与设计 13
3.4.2.2抽头气缸的选择与设计 17
3.4.2.3旋转气缸的选择 18
3.4.3压紧工位支架的设计 19
3.4.4压力机压头的设计 20
3.4.4.1悬臂压杆的设计 20
3.4.4.2摆动支架的设计 22
3.4.4.3转块的设计 23
3.4.4.4压块的设计 24
3.4.5导套的设计 24
3.4.5.1抽头导套的设计 24
3.4.5.2导杆导套的设计 25
3.4.6气缸连接件的选用 25
3.4.7夹紧工位结构的确定 ………………………………………………………26
第四章 总 结 27
致 谢 28
参考文献 29
参考文献
1机械工程手册机械制造工艺及设备卷(二). 机械工业出版社, 1997
2刘德忠等.装备自动化.机械工业出版社,1998.
3机械零件设计手册.机械工业出版社
4机械制造工艺学.福建科技出版社
5侯镇冰.机械设计制图手册.同济大学出版社
6张纪真.机械制造工艺标准手册.机械工业出版社
7机床夹具设计手册.机械工业出版社
8尚久浩.自动机械设计.中国轻工业出版社
9成大先.机械设计手册气缸传动.化学工业出版社
10周骥平等.机械制造自动化技术.机械工业出版社
11孟宪源,姜琪编.机构构型与应用.机械工业出版社
12机械设计课程设计图册.高等教育出版社
13机械制造装备及其自动化.天津大学出版社
14机械工程及自动化简明设计手册.机械工业出版社
15纪名刚等.机械设计第七版.高等教育出版社
16唐作兴,蒋冬明.发动机机油冷却器的设计原理及应用.内燃机.1999第1期
17王忠合.工程机械新型机油冷却器.工程机械1997(1)P7
18严春雨.步进式同步装配线的改进.汽车科技2003-2 P31
19陈扬枝,陈世雄.吊扇电机下盖送料机的设计.机电工程1997第五期P49
20赵庆荣,伍松涛.基于ObjectARX2000三维图形装配过程仿真.机械设计与制造.2003.10P17
21华晓青等.八音琴机芯自动装配线中的产品输送及定位.国家863计划项目
[版权所有:http://think58.com]
22莫志良.新型曳引机自动装配线.起重运输机械.2002(8)P37
23王少纯等.汽车减振器半自动装配线设计.汽车工艺与材料.2003.7P17
24徐晓东.装配零件的输送定位及拾取.工厂建设与设计.1999第6期
25丁武学等.散热器芯子装配中的自动分片原理与方法.机械科学与技术.1997.6
26丁德全.金属工艺.机械工业出版社 [资料来源:http://THINK58.com]