
推动架工艺规程及夹具设计(含CAD零件图夹具图,工艺卡工序卡)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
推动架工艺规程及夹具设计(含CAD零件图夹具图,工艺卡工序卡)(论文说明书9500字,CAD图纸6张,工艺卡,工序卡)
【摘 要】 在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
【关键词】 工序,工艺,定位方案
【Abstract】 Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
[版权所有:http://think58.com]
【Key Words】 The process,worker one,orient the scheme,
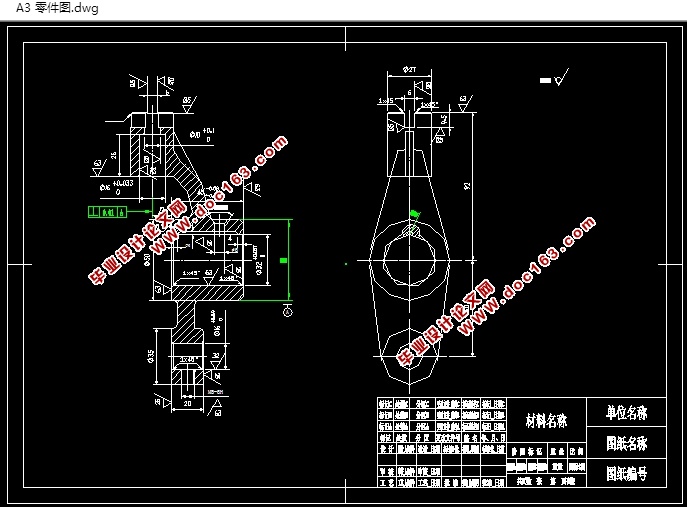
推动架的作用
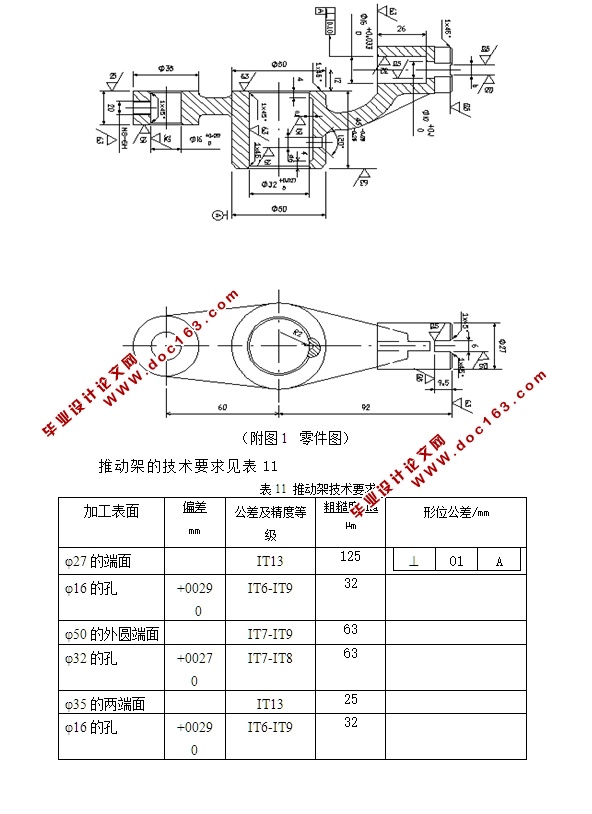
该零件为B6050刨床推动架,是牛头刨床进给机构中的零件(如附图1),Φ32+0.0270孔安装在进给丝杠轴,靠近Φ32+0.0270孔左端处装一棘轮。在棘轮上方即为Φ160+0.033孔装棘轮。Φ160+0.033孔通过销与杠连接。把从电动机创来的旋转运动,通过偏心轮杠杆使零件绕Φ32+0.0270轴心线摆动。同时,棘轮拨动棘轮,使丝杠转动,实现工作台自动进给。
[来源:http://www.think58.com]

[资料来源:http://THINK58.com]
目 录
第1章 绪论 1
11 选题的意义1
12 夹具的发展方向1
13 本章小结3
第2章 推动架的加工工艺规程设计 3
21 推动架的工艺3
211 推动架的作用 3
212推动架的技术要求3
213 推动架的工艺分析 4
23 确定毛坯,绘制毛坯简图 6
231选择毛坯7
232 绘制推动架毛坯的铸造简图8
24 拟定推动架工艺路线9
241 定位基准的选择10
242 精基准的选择10
243粗基准的选择10
25各面、孔加工方法的确定11
26 加工阶段的划分11
27 工序的集中于分散11
28 工序顺序的安排12
281机械加工工序12
282热处理工序13
283辅助工序13
第3章 机床设备及工艺装备的选用13
31 机床设备的选用13
32 工艺装备的选用13
第4章 加工余量、工序尺寸和公差的选用14
第5章 切削用量与时间定额的计算15
51 切削用量的计算15
511 钻孔工步16
512 扩孔工步17
513 粗绞工步17
514 精绞工步17
52 时间定额的计算17
521 基本时间Tj的计算18
522 辅助时间Tf的计算18
523 其他时间的计算19
524 单件时间Tdj的计算19
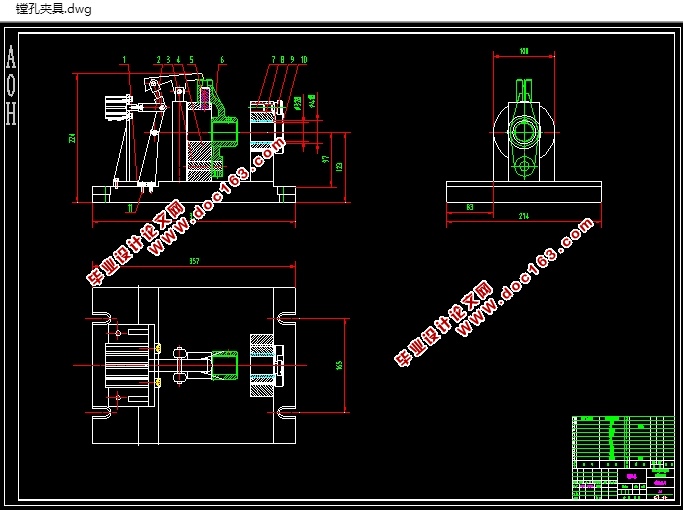
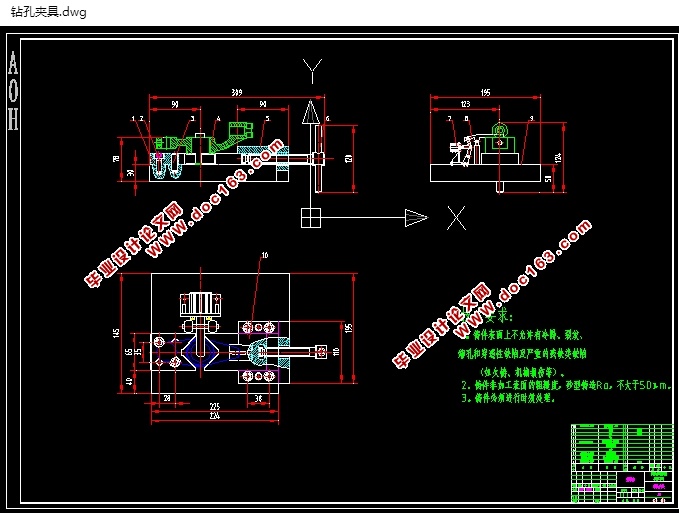
第6章 夹具设计 20
[资料来源:http://www.THINK58.com]
61 问题的提出20
62 定位方案20
63 夹紧机构20
64 夹具与机床的联接元件20
65 定位误差分析20
66 切削力及夹紧力的计算20
结论 21
参考文献 22
致谢 22
[资料来源:http://www.THINK58.com]
上一篇:推动架工艺规程及夹具设计(含CAD零件夹具图,STEP,SolidWorks三维图)
下一篇:填料箱盖工艺规程及夹具设计(含CAD零件图夹具图,工艺卡工序卡)