
曲轴的工艺设计及相关夹具设计(含CAD零件夹具图,SolidWorks三维

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
曲轴的工艺设计及相关夹具设计(含CAD零件夹具图,SolidWorks三维图)(论文说明书10000字,CAD图纸6张,SolidWorks三维图,工序卡,工艺卡)
摘要
本篇毕业设计曲轴的工艺设计及相关夹具设计,曲轴零件的主要加工表面是主轴颈外圆及连杆体上下,左右表面,油孔,以及螺纹孔和键槽的加工。一般来说,保证平面的加工精度与保证轴系的加工精度相比,保证平面的加工精度比较容易。键槽加工都是选用专用铣床夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
文章的重点在于对曲轴零件的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、高效设计、省力的夹具,经过实践证明,最终加工出合格的曲轴零件。
关键词:曲轴加工表面,铣槽夹具,夹具
2 零件结构工艺分析
本文首先对曲轴的零件进行分析,通过对曲轴进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。为了提高劳动生产率,与指导老协商后,感觉用夹具比较合适。随着科学技术的发展,各种新材料、新工艺和新技术不断涌现,机械制造工艺正向着高质量、高生产率和低成本方向发展。各种新工艺的出现,已突破传统的依靠机械能、切削力进行切削加工的范畴,可以加工各种难加工材料、复杂的型面和某些具有特殊要求的零件。数控机床的问世,提高了更新频率的小批量零件和形状复杂的零件加工的生产率及加工精度。特别是计算方法和计算机技术的迅速发展,极大地推动了机械加工工艺的进步,使工艺过程的自动化达到了一个新的阶段。 [资料来源:http://THINK58.com]
“工欲善其事,必先利其器。”
工具是人类文明进步的标志。自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了夹具设计。整个设计得指导思想“简便、效率高、非常经济”。
2.1 零件的分析
2.1.1 零件的作用:
题目给出的零件是曲轴。曲轴主要是柴油发动机上面的零件,保证活塞的正常运行。故曲轴零件的加工精度和表面光洁度直接影响着传动的精度和效率,可以说,一个加工精度高的曲轴与加工精度的低的曲轴相比,其传动效果很明显。
2.1.2 零件的工艺分析:
由曲轴零件图可知,曲轴的左右轴颈表面以及中间的连杆侧板的上下、左右表面以及内孔都需要进行加工。此外各表面 列螺纹孔。因此 加工表面。它们相互间有一定的位置要求。现分析如下:
[资料来源:http://THINK58.com]
(1)以主视图为主要加工表面的加工面。这组加工表面包括主轴颈左端 外圆面的加工,以及右端 的外圆面的加工,它们的表面粗糙度要求为Ra1.6 。6X6键槽的铣削加工,2- 油孔的加工,其表面粗糙度均为 。
(2)以俯视图为主要加工面的加工表面。这一组加工表面包括4-M6螺纹孔的加工, 盲孔的加工,5X35.5键槽的铣削加工,其表面粗糙度为 。
(3)以左视图为主要加工表面的加工面,这组加工表面包括3-M4螺纹孔的加工, 盲孔的钻削加工,以及中心孔的加工,其表面粗糙度均为 。
2.2 曲轴加工的加工顺序和加工方案的选择
由以上分析可知。该曲轴零件的主要加工表面是主轴颈外圆面以及连杆上下、左右表面。因此,对于曲轴来说,加工过程中的主要问题是保证主轴颈外圆面的同轴度,处理好孔和平面 。
[资料来源:THINK58.com]







[来源:http://www.think58.com]
目 录
摘要 I
Abstract II
1绪论 1
2零件结构工艺分析 1
2.1 零件的分析 1
2.1.1 零件的作用 2
2.1.2 零件的工艺分析 3
2.2 曲轴加工的加工顺序和加工方案的选择 3
2.2.1 孔和平面的加工顺序 5
2.2.2 加工方案选择 5
3工艺规程设计 6
3.1 曲轴加工定位基准的选择 7
3.1.1 粗基准的选择 8
3.1.2 精基准的选择 9
3.2 曲轴加工主要工序安排 10
3.3 机械加工余量、工序尺寸及毛坯尺寸的确定 11
3.4 选择加工设备及刀、量具 13
4 确定切削用量及基本工时 13
4.1 切削用量及基本工时的计算2.4 选择加工设备及刀、量具 13
工序10车曲轴两端面钻中心孔 14
工序20 粗车主轴颈右端 外圆 15
工序30 粗车主轴颈左端 外圆并倒角 16
工序40 半精车主轴颈右端 外圆至尺寸 17
工序50 半精车、精车主轴颈左端 至尺寸 18
工序60 钻 18
工序70 钻 18
工序80 钻 19
工序90 钻 深20盲孔 20
工序100钻2- 油孔 20
工序110铣2-6X6键槽 21
工序120铣5X37.5键槽 21
工序130粗铣、精铣连杆上、下及前、后端 22
工序140磨削主轴颈右端 23
工序150磨削主轴颈左端 24
4.2时间定额计算及生产安排 24
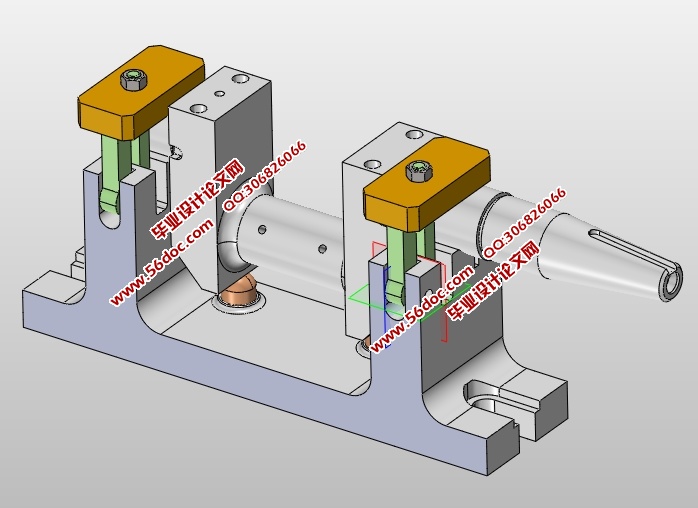
5 曲轴铣键槽夹具设计 25
5.1铣键槽夹具设计 26
5.2定位基准的选择 28
5.3切削力的计算与夹紧力分析 28
5.4定位误差的分析 30
5.5夹具设计简要操作说明 31
结 论 32
参考文献 33
致 谢 34
[来源:http://think58.com]
上一篇:汽车后桥壳体的加工工艺规程及钻2-M8螺纹孔和铣面夹具设计
下一篇:铝合金缸体零件的仿形加工设计(含CAD零件图,SolidWorks三维)