
操纵杆支架加工工艺及夹具设计(含CAD零件图夹具图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
操纵杆支架加工工艺及夹具设计(含CAD零件图夹具图)(论文说明书8000字,CAD图纸4张,工艺卡,工序卡)
摘 要
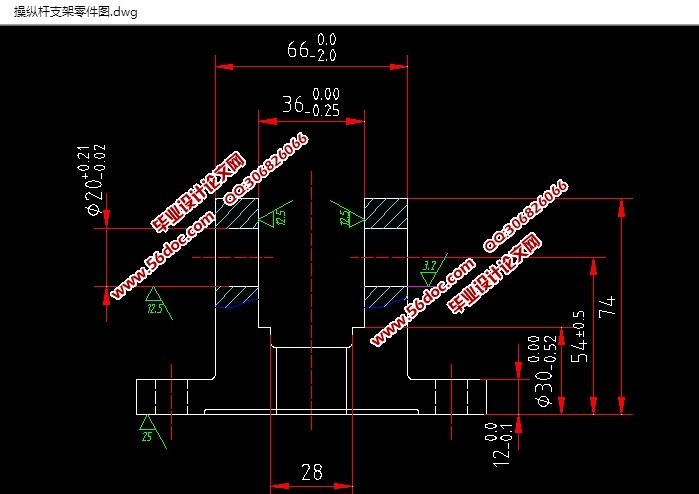
本次设计的主要内容是操纵杆支架加工工艺及夹具设计,操纵杆支架主要是与其它零件配对使用,其主要加工表面及控制位置为 两侧面和 支架底面。由零件要求分析可知,保证 外侧端面和 底座厚度尺寸的同时应该尽量保证其垂直度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以底面粗定位夹紧加工后,对 两侧面进行铣削加工同时成型。因其粗糙度为Ra12.5,可通过粗铣、半精铣来满足。对于钻 孔时,主要以操纵杆支架的 内孔定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。
本文的研究重点在于通过对操纵杆支架的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的操纵杆支架零件。
关键词:操纵杆支架;加工余量;工艺;夹具
ABSTRACT
Enable producing the target in process of production raw materials, the blank , state of quality and quantity on part become always take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally. [资料来源:THINK58.com]
At present, part of the processing of domestic have begun to close to the machine tool, but also need to clamp the workpiece, that is to say, although the technology has been greatly improved but his nature has not changed much, on the flip side, because of his skill and precision is high, so a high quality tool holder of machine tools is an absolute necessity. As everyone knows, because our technology in the unceasing development, technical requirements for processing of the knife is also more and more high, before an ordinary lathe is clamped four tool, and now there is a large number of will not meet the work requirements, therefore, tool holder part can clamp the tool also needs our staff to develop.
KEYWORDS:fixture multi-function; Die forging links; Group technology;clipping tight
零件的分析
2.1 夹具的发展史
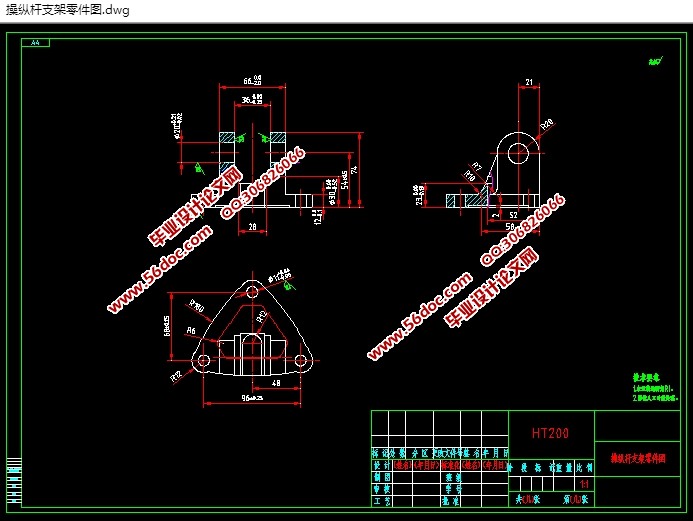
题目所给的零件是操纵杆支架,而操纵架一般是铸造件,上面钻或铣有直孔,其作用是用来与其它部件进行连接的。本课题的任务就是”操纵杆支架加工工艺及夹具“这个课题。。 [资料来源:http://think58.com]
2.2 零件的工艺分析
(1)以主视图为主要加工表面的加工面。
这一组加工表面包括:
操纵杆支架外侧面 的铣削加工, 内侧端面的铣削加工以及 、 内孔的钻、绞削加工。 内孔钻、绞削加工。其中∮30H7内孔的表面粗糙度要求为 ,∮60H11内孔表面粗糙度要求为 ,其余加工表面的粗糙度均为 。
3.1 确定毛坯的制造形式及材料
“操纵杆支架”零件材料采用铸造。法兰材料为HT200,需表面电镀处理,生产类型为大批量生产,采用铸造毛坯。
由于零件尺寸不大,结构比较复杂,因此我们采用铸造的形式,从而提高劳动生产率,降低成本。
[来源:http://www.think58.com]
目录
摘要 I
ABSTRACT II
[资料来源:http://THINK58.com]
第一章 绪论 1
第二章 零件的分析 5
2.1零件的作用 5
2.2零件的工艺分析 5
第三章 确定毛坯,绘制毛坯图、零件图 8
3.1确定毛坯的制造形式及材料 8
3.2机械加工余量、工序尺寸及毛坯尺寸的确定 8
第四章 工艺规程设计 10
4.1定位基准的选择 10
4.2制定工艺路线 10
4.3选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16
4.4.1粗、精铣底部端面 17
4.4.2粗、精铣 端面,保证厚度至尺寸 20
4.4.3粗铣 两侧端面 20
[版权所有:http://think58.com]
4.4.4精铣 两侧端面 19
4.4.5粗铣 内侧端面 19
4.4.6精铣 内侧端面 20
4.4.7粗铣 内侧端面 20
4.4.8钻、绞 内孔至尺寸 20
4.4.9 钻、绞 内孔至尺寸 20
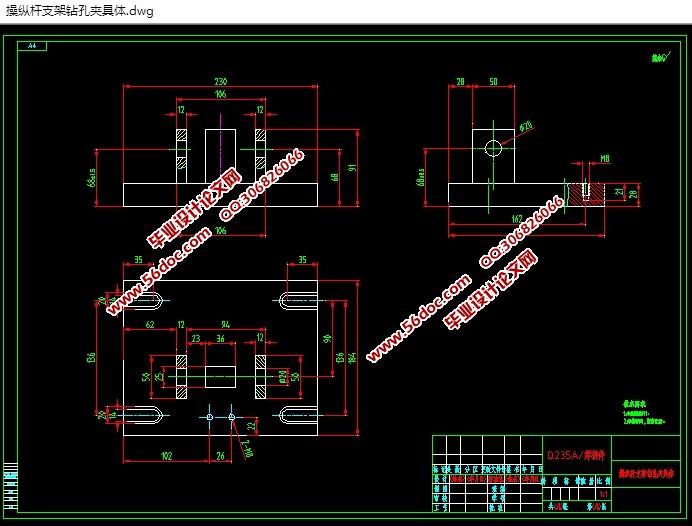
第五章 钻孔夹具设计 26
5.1定位基准的选择 26
5.2定位元件的设计 26
5.3切削力及夹紧力的计算 27
5.4钻套的设计 28
5.5夹紧装置的设计 29
小 结 28
致 谢 29
参考文献 30 [资料来源:http://think58.com]
下一篇:方头小轴加工工艺及铣夹具设计(含CAD零件图夹具图)