
传动箱体机械加工工艺规程及专用夹具设计(含CAD图,UG三维图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
传动箱体机械加工工艺规程及专用夹具设计(含CAD图,UG三维图)(任务书,设计说明书14800字,CAD图纸3张,UG三维图3张,答辩PPT)
传动箱体的机械加工技术及专用夹具的设计。本规范包括主要内容的扩展:确定备件的生产类型和分析技术,确定毛坯类型、制造方法和加工余量;制定加工工艺规划、选择定位基准、制定工艺、机床夹具、刀具、量具;确定加工表面的余量工艺、工艺尺寸;确定切削用量;确定工件的加工时间定额。
箱体零件的加工是典型的零件加工,由车身零件的结构更为复杂,加工工艺也比较复杂,一般采用铸铁材料的使用。第一次铸造造成的粗糙,然后经过时效处理,加工,加工过程,一般使用后的第一表面的孔加工路线。
车身零件的加工是典型的,对于我们机械设计、制造和自动化专业的学生来说,通过本次毕业设计,不仅可以用一个很好的回顾,用四年来学习的知识,也让我们以统一的知识,通过融合,更全面的理解零件加工工艺和夹具设计。
[来源:http://www.think58.com]
箱体的结构、功用、工作条件
箱体是机器和部件的基础零件,由它将机器和部件中许多零件连接成一个整体,并使之保持正确的相互位置,彼此能协调地运动。常见的箱体零件有:各种形式的机床主轴箱、减速箱和变速箱等。
各种箱体类零件由于功用不同,形状结构差别较大,但结构上也存在着相同的特点 :
⑴ 尺寸较大
箱体通常是机器中最大的零件之一,它是其他零件的母体,如大型减速箱体长达5~6m,宽3~4m,重50~60吨,正因为它是一个母体,所以它是机器整体的最大零件。
⑵ 形状复杂
其复杂程度取决于安装在箱体上的零件的数量及在空间的相互位置,为确保零件的载荷与作用力,尽量缩小体积。有时为了减少机械加工量或减轻零件的重量,而又要保证足够的刚度,常在铸造时减小壁的厚度,再在必要的地方加筋板。凸台、凸边等结构来满足工艺与力的要求。
⑶ 精度要求
有若干个尺寸精度和相互位置精度要求很高的平面和孔,这些平面和孔的加工质量将直接影响机器的装配精度,使用性能和使用寿命。
⑷ 有许多紧固螺钉定位箱孔 [资料来源:THINK58.com]
这些孔虽然没有什么特殊要求。但由于分分布在大型零件上,有时给加工带来很大的困难。由于箱体有以上共特点,故机械加工劳动量相当大,困难也相当大,例如减速箱体在镗孔时,要如何保证位置度问题,都是加工过程较困难的问题。
[资料来源:http://think58.com]

 [资料来源:www.THINK58.com]
[资料来源:www.THINK58.com] 
目 录
第一章 绪论 1
1.1引言 1
1.1.1 主要内容 1
1.1.2 本课题的目的及意义 1
1.1.3 现状及发展 2
第二章 工艺规程的设计 4
2.1 箱体工艺性分析 4
2.1.1 箱体的结构、功用、工作条件 4
2.1.2 箱体材料的热处理要求 4
2.1.3 箱体主要加工表面及技术要求 5
2.2生产纲领和生产节拍的确定 6
2.2.1 生产纲领的计算 6
2.2.2 生产节拍的确定 6
2.3 箱体毛坯的制造方法 7
2.3.1 毛坯的类型 7 [来源:http://www.think58.com]
2.3.2 箱体毛坯制造方法的选择 8
2.3.3箱体毛坯加工余量的确定 8
2.4拟定箱体加工工艺路线 9
2.4.1定位基准的选择 9
2.4.2初拟工艺过程 10
2.4.3 加工设备和工艺设备的选择 13
2.5 确定各工序的加工余量、工序尺寸及公差 14
2.5.1 确定箱体轮廓加工余量 14
2.5.2 确定主要工序尺寸及其公差 15
2.6 切削用量和时间定额的计算 15
2.6.1 计算各工序的切削用量和基本工时 15
2.6.2 时间定额的计算 32
2.7 本章小结 33
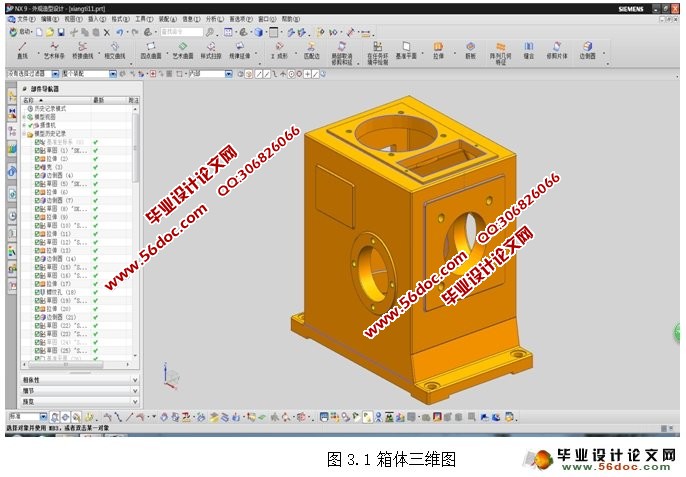
第三章 UG箱体三维造型 34
3.1箱体 34
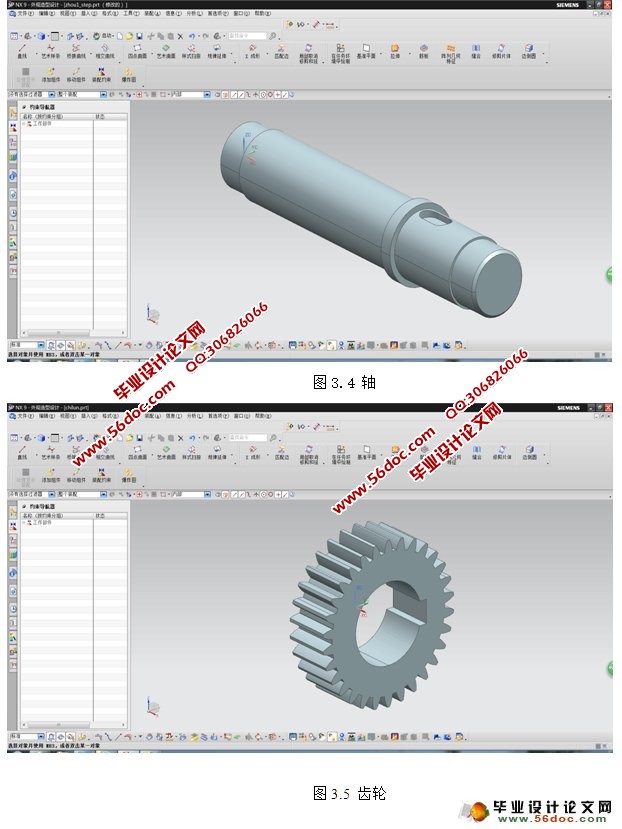
3.2 轴 35
3.3 齿轮 35
结 束 语 36
参考文献 37
致 谢 38
上一篇:推动架零件加工工艺规程底孔夹具设计(含CAD零件装配图)
下一篇:零件端侧面孔的加工工装夹具(钻床夹具)设计(含CAD图)