
CA6140�������мܼӹ����ռ��о����(���������)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
ժ Ҫ
�����������У�ʹ��������ԭ���ϣ�ë����������ܳɵȣ����ʺ�����״̬����ֱ�ӱ仯�Ĺ��̽й��չ��̣���ë�����죬��е�ӹ����ȴ�����װ��ȶ���֮Ϊ���չ��̡����ƶ����չ����У�Ҫȷ��������İ�װ��λ�ù�����Ҫ�Ĺ������ӹ��ù���Ļ����������Ľ�������������ȣ�����ת�ٺ������ٶȣ��ù���ģ��������ߣ������ߵ��������ߵ����ȣ�������ù���Ļ���ʱ�䣬����ʱ������ط���ʱ�䡣
�ؼ��� �����գ��������ӹ���������λ�������н���
ABSTRACT
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally. [������Դ��http://THINK58.com]
Keywords�� The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength
.����Ҫ��
��1����������ݣ��ƶ����5000̨CA6140�������мܵļӹ����գ�
��2�����������ͼ�е����ļӹ��оߣ�
��3�������ϳ����ļоߣ�
��4������Ƹ���ͼ��4�ļӹ��оߣ�
��5�����ύ�о�װ��ͼ�����ͼ���ӹ����տ�Ƭ�����˵���鼰���ȷ����������Ʒ��������
���ñ��о���Ҫ�����ꡢ�¼ӹ�������Ŀף����а����궥���Ŀף����а������ ������ ���¿� ���Լ����� �� �����ӹ�ʱ����Ҫ����ֲڶ�Ҫ���⣬��Ӧ��������߶Ե�ƽ���ƽ�жȹ���Ҫ��Ϊ�˱�֤����Ҫ����ؼ����ҵ���λ����ͬʱ��Ӧ�����������Ͷ������ʺͽ����Ͷ�ǿ�ȡ�
[������Դ��www.THINK58.com]
Ŀ ¼ 17000��
ժ Ҫ I
ABSTRACT II
1 CA6140�������мܼӹ����� 3
1.1 CA6140�������мܵĹ��շ��� 3
1.2 CA6140�������мܵĹ���Ҫ���շ��� 3
1.2.1 CA6140����`���мܵļ���Ҫ�� 4
1.3 �ӹ����չ��� 4
1.4 ȷ��������ӹ����� 4
1.4.1 ��ѡ������漰�ļӹ�����ʱ��Ҫ�ۺϿ����������� 5
1.4.2 ƽ��ļӹ� 5
1.4.3�ļӹ����� 5
1.5 ȷ����λ�� 6
1.5.1 �ֻ���ѡ�� 6
1.5.2 ����ѡ���ԭ�� 7
1.6 ����·�ߵ��ⶩ 7
1.6.1��������� 7
1.6.2 ����ļ������ɢ 8
1.6.3 �ӹ��εĻ��� 9
1.6.4 �ӹ�����·�߷����ıȽ� 10
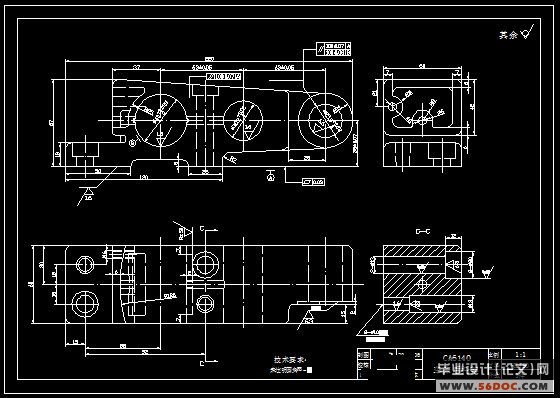
1.7 CA6140�������мܵ�ƫ��ӹ�����������ߴ缰ë���ߴ��ȷ�� 13
1.7.1 ë���Ľṹ����Ҫ�� 13 [������Դ��http://think58.com]
1.7.2 CA6140�������мܵ�ƫ����� 13
1.8 ȷ������������������ʱ������ʱ�䣩 17
1.8.1 ����1���֡���ϳ���� 17
1.8.2 ����2 �֡��뾫������CA6140�������ܿ� 18
1.8.3 ����3���궥���Ŀ� 25
1.8.4 ����4����������� 29
1.9 ʱ�䶨����㼰�������� 31
1.9.1 �֡���ϳ���� 31
1.9.2 �۲������ܿ� 32
1.9.3 �궥���Ŀ� 33
2 ר�üо���� 35
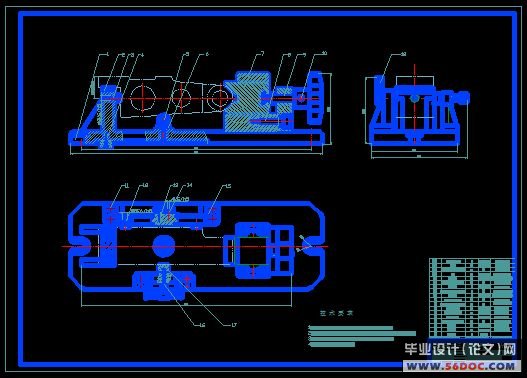
2.1 ϳƽ��о���� 35
2.1.1 �о�ԭʼ���� 35
2.1.2 ��λ����ѡ�� 35
2.1.3 ����������������� 35
2.1.4 ����������� 36
2.1.5 �о���Ƽ������ļ�Ҫ˵�� 37
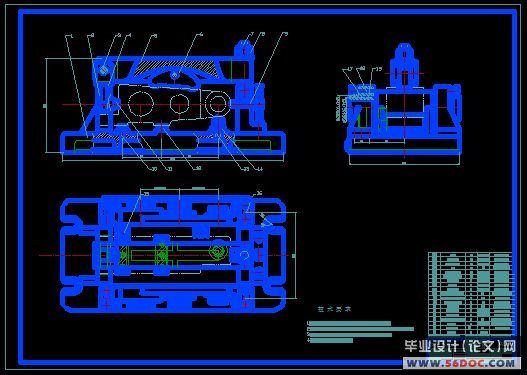
2.2 �ۿо���� 37
2.2.1 �о�ԭʼ���� 37
2.2.2 ��λ����ѡ�� 37
[��Դ��http://www.think58.com]
2.2.3 ���������н����ļ��� 38
2.2.4 ����������� 40
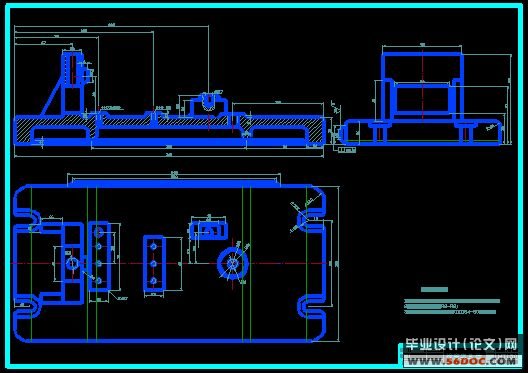
2.3�궥���Ŀо���� 40
2.3.1 �о�ԭʼ���� 40
2.3.2 ��λ����ѡ�� 41
2.3.3 ���������н����ļ��� 41
2.3.4 ����������� 42
2.3.5 �о���Ƽ������ļ�Ҫ˵�� 42
�� �� 43
����� 44
�� л 45
�����
[1] �����D��ר�û����豸���[M]�����죺�����ѧ�����磬2003��
[2] ���ѵ£������о�ͼ��[M]����������е��ҵ�����磬1984��20-23��
[3] ���ݹ�ѧԺ��е���칤�ս����ң������о߽ṹͼ��[M]���������������������磬1983��42-50��
[4] �������ͻ�еѧԺ�ȣ������о�����ֲ�[M]���Ϻ����Ϻ���ѧ���������磬1979��
[5] ����������е�ӹ������ֲ��1��[M]����������е��ҵ�����磬1991��
[6] ��������е�ӹ�������Ա�ֲᡷ���飬������е�ӹ�������Ա�ֲ�[M]���Ϻ����Ϻ���ѧ���������磬1979�� [��Դ��http://think58.com]
[7] ��飬��е�ӹ������ֲ�[M]����������е��ҵ�����磬1990��
[8] �����ǣ���е�ӹ������빫���ֲ�[M]���������й��������磬1994��
[9] �Ϻ�������������Э�ᣬ���������ֲ�[M]���Ϻ����Ϻ���ѧ���������磬1984��
[10] ����ǿ���ߵ�ѧУ��ҵ���ָ��[M]���������й����Ĺ�ҵ�����磬2002��
[11] ���Ľ�������ӣ���ά���о߹���ʦ�ֲ�[M]������������������ѧ���������磬1987��
[12] ���������������˷��������о����[M]�����죺�����ѧ�����磬1995��
[13] �������ͻ�еѧԺ������ũҵ��еѧԺ���������������˴�ѧ�������о�����ֲ�[M]���Ϻ����Ϻ���ѧ���������磬1980��
[14] �����٣���е���칤��װ����������ֲ�[M]�����ݣ�������������磬1991��
[15] �����ȣ�Ī���ɣ���˶�����������뼼������[M]���й����������磬2000��9-19��
[16] ������������������о�����ֲ�[M]���Ϻ���ѧ���������磬2000��
[17] �ֶ�ǫ�������������ߣ���е��ҵ�����磬2005��4-17��
[18] Machine Tools N.chernor 1984.
[19] Machine Tool Metalworking John L.Feirer 1973.
[20] Handbook of Machine Tools Manfred weck 1984 . [��Դ��http://think58.com]
[������Դ��http://think58.com]
��һƪ��������������ϻ��������
��һƪ��CA6140��������Ĺ�װ�оߵ����