
气门摇臂轴支座工艺工装设计

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
气门摇臂轴支座工艺工装设计(含任务书,开题报告,毕业论文说明书7400字,CAD图纸3张)
摘要 现代机械加工行业正在发生着深刻的结构性变化,工艺工装的设计与改良已成为企业生存和发展的必要条件,工艺工装的设计与改良将直接影响着各种机械行业的发展前途。机械加工行业作为一个传统而富有活力的行业,近十几年取得了突飞猛进的发展。在新经济时代,机械加工行业呈现了新的发展趋势,由此对其各种实用性产品(气门摇臂轴支座)质量、性能提出了新的更高的要求。
本文首先介绍了气门摇臂轴支座的作用和工艺分析,其次确定毛坯尺寸,然后进行了工艺规程设计,最后对第50道工序和第70道工序进行了夹具设计
关键词:气门 工艺分析 工艺规程设计 夹具设计
The frock designs the air valve rockshaft abutment handicraft
Abstract The modern machine-finishing profession is having the profound constitutive change, the craft work clothes design and the improvement has become the enterprise survival and the development essential condition. The design and improvement of the technical frock directly affect the quality and performance of the Valve rocker support. The machine-finishing profession which is traditional and vivid has much developed in recent ten years. In new economy times , The machine-finishing profession presents a new developing trend. So these products(the air valve rockshaft abutment) need a new and better requirement to its quality and performance.
[资料来源:http://THINK58.com]
This paper introduces the effect and technical analyse of the Valve rocker support at first , then makes sure the rough’s size, planning the technical rules , at last designs the modular for the 50th and 70th working procedure .
Key words valve machining technical analyse the technical rules plan
modular design
1.1 零件的作用
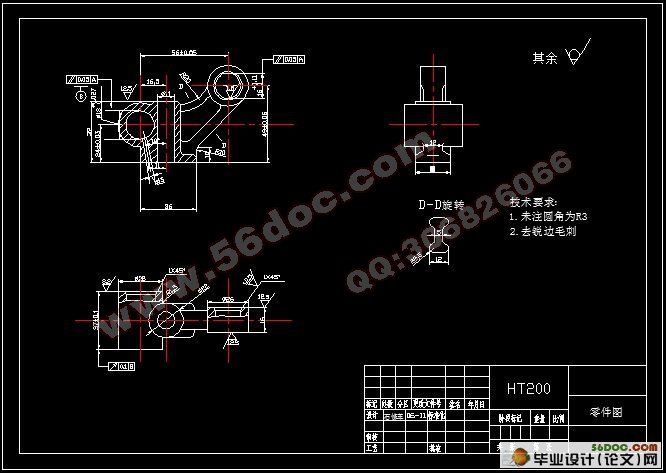
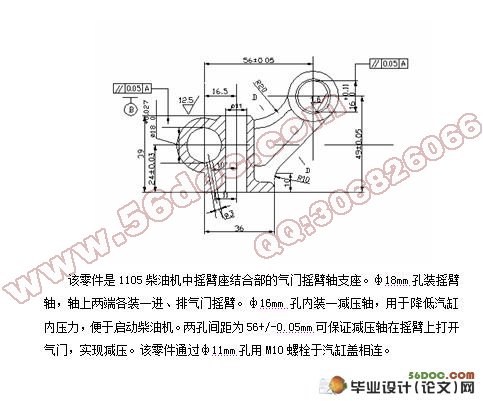
该零件是1105柴油机中摇臂座结合部的气门摇臂轴支座。ф18mm孔装摇臂轴,轴上两端各装一进、排气门摇臂。ф16mm孔内装一减压轴,用于降低汽缸内压力,便于启动柴油机。两孔间距为56+/-0.05mm可保证减压轴在摇臂上打开气门,实现减压。该零件通过ф11mm孔用M10螺栓于汽缸盖相连。
1.2 零件的工艺分析
该零件的主要技术要求包括:①成批、中批或大批生产。②手动或机动操作,要求方便、安全、可靠。③尽量采用通用设备。④保证加工质量。
该零件材料为HT200灰口铸铁,零件的抗拉强度虽然比碳钢低,却具有良好的吸震性能、小的缺口敏感性和良好的自润滑作用及贮油结构。因此,适用于承受不大的冲击载荷,要求减震、耐磨的零件。
该零件的主要加工面为A面、F面、孔ф18mm、ф11mm、ф16mm、ф28mm两端面、ф26mm两端面和孔ф3mm。
A、B面的平行度0.05mm直接影响轴与孔的接触精度与密封。孔ф18mm、孔ф16mm的尺寸精度与A面的平行度0.05。
所以在加工时最好采用工序集中的原则,考虑到粗精加工分开,以避免加工误差的影响,减少加工热变形对尺寸精度的不良影响。
由参考文献《机械加工工艺人员设计手册》中有关方面孔的经济度和机床所能达到的位置精度可知,上述技术要求是可以达到的,零件的工艺性也是可行的。
[版权所有:http://think58.com]
目 录
引言…………………………………………………………………………………3 [资料来源:http://think58.com]
第一章 零件的分析……………………………………………………………4
1.1 零件的作用…………………………………………………………………4
1.2 零件的工艺分析……………………………………………………………4
第二章 确定毛坯,画毛坯图…………………………………………………5
第三章 工艺规程设计…………………………………………………………7 [来源:http://think58.com]
3.1 定位基准的选择……………………………………………………………7
3.2 加工工艺路线………………………………………………………………7
3.3 选择加工设备及刀具、夹具、量具…………………………………………8
3.4 加工工序设计………………………………………………………………9
第四章 夹具设计………………………………………………………………12 [来源:http://think58.com]
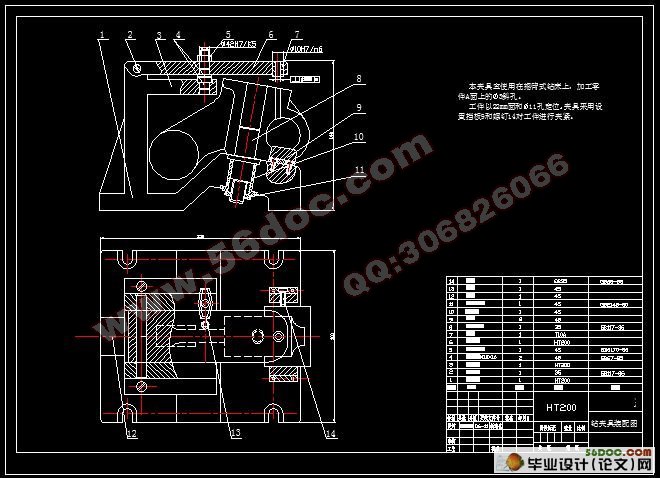
4.1 第50道工序的夹具设计…………………………………………………12
4.1.1 确定设计方案…………………………………………………………12
4.1.2 定位精度分析…………………………………………………………13
4.1.3 操作说明………………………………………………………………13
4.2 第70道工序的夹具设计………………………………………………13
[版权所有:http://think58.com]
4.2.1 确定设计方案…………………………………………………………13
4.2.2 定位精度分析…………………………………………………………14
4.2.3 操作说明………………………………………………………………14
结论…………………………………………………………………………………15
致谢…………………………………………………………………………………16
[资料来源:http://THINK58.com]
参考文献……………………………………………………………………………17 [资料来源:http://think58.com]