
��ͨ�ܵ�����ģ�����ʵ��

���������Ͻ���,����Ҫ���������ֵ����.
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
���Ͻ��ܣ�
�������������ҹ����õ��ڷɣ����ϳ��ͼӹ���е�ͳ���ģ�߷�չʮ��Ѹ�٣���Ч���Զ��������ͣ��ͣ����ܣ���������ģ��������ģ����ҵ����ռ�ı���Խ��Խ���ҹ����͡����ӡ����ܡ���Ч�ͳ�����ģ��������һ����̨�ף���������ģ�������������ģ�ߣ�ģ��CAD/CAM�����õ��˽Ͽ��ƹ�Ӧ�ò�ȡ��������Ч�������ٳ������켼�����豸���˳��㷢չ���ѿ�ʼ����ʵ���ƹ�Σ�����ϳ����һ�����켼���ѱ��������Ӳ���ʼӦ�á���ģ��ʹ�ýǶ���˵��Ҫ���Ч���Զ�����������㣻��ģ������Ƕȣ�Ҫ��ṹ�������������ף��ͳɱ����ִ�������Ʒ�����У������ļӹ����գ���Ч���豸���Ƚ���ģ���DZز����ٵ�������Ҫ���ء�ģ����������е��Ʒ�Ƚϣ�һ����Ҫ�ص���Ǽ��������ߡ�����ֵ���ش����Ż������Ṥ��ҵ�Ŀ��ٷ�չ���ҹ���ģ�߹�ҵ������һֱ��ÿ��13����15�����ҵ������ٶȸ��ٷ�չ��������ҵ��ģ�ߵ�Ҫ��ҲԽ��Խ�ߡ�����г��ı仯�����Ÿ���������ģ�������г���ո¶ͷ�ǡ����Ź�ҵ��չ����ҵ��Ʒ��Ʒ�֡�����Խ��Խ�ࣻ�Բ�Ʒ��������۵�Ҫ����������������������ˣ�����й����������ѧϰ����ģ�߹�ҵ�����ģ�������ľ��飬���������п�ѧ��������ģ�������������ƽ�ģ�����Ľ����� [��Ȩ���У�http://think58.com]
ע�ܳ����������������Ƽ�����Ҫ�ļӹ��������ô˷����ӹ����͵������Ƽ�����Ʒ������ʽ֮�����������ͷ����ɱ���ġ�������ǽ������ݸ˵������������ܻ�����������ע��պϵ�ģ����ǻ�ڣ�����ȴ�̻����ͺ�ģ�õ��ܼ���(����Ȩ: ��ҵ����� )
��ˣ�����ע�ܳ��͵�������Ҫ������һ���ܼ�����������״̬����ģǻ�����������������Ҫ���㹻��ѹ�������٣���ȷ����ʱ�ij�������ģǻ�ĸ������䣻�������з����Ƽ���״�ͳߴ粢��������յ�Ҫ���ģ�ߡ�
ע�ܳ��ͼ������������ͼ�����Ƚ�������ص����ƣ����������¼������棺��һ�dz������ϵ������ܻ������������Ƿֱ���������Ͳ��ģǻ�������У�ģ�߿���ʼ�մ���������ܿ����������̻���״̬���Ӷ����������̳������ڣ������������ģ��Ȼ��Ž���������ע�룬��֮�������õ������Ե������ģǻ��ĥ���С�����������һ��ģ�ߴ��������������������ͼ�����������ͳߴ羫�Ƚϸߵ���Ʒ�������dz����̵ĺ�ģ�����ϡ��ܻ���ע�ܡ���ģ�Ͷ�����Ʒ��ȫ�����Ͳ�������ע�ܻ��Զ���ɣ��Ӷ�ʹע�ܹ�������ȫ�Զ�����ʵ�ֳ�����ơ�������ҲҪ����ע�ܳ��͵IJ���֮����������ȴ���������ƣ����������ּ����Ƶ���ȱ�ݡ��ں�ı仯�ֽϴ��������������Ʒ����������ע�ܻ���ע��ģ�ߵ���ۺܸߣ������豸����ʼͶ�ʽϴ�����ע�ܼ������ʺ���С������Ʒ��������
ע�ܳ����ֳ�ע��ģ�ܻ�ע����ͣ���������������Ʒ���͵�һ����Ҫ�����������������������������⣬�������е����������϶������ô˷��������ܼ���ע�ܳ��Ϳ��Գ�������״�������ڶ�Ҫ��������Ƽ���ע�ܳ����Ѿ��ɹ���������ijЩ�ȹ��������Ƽ�����������Ʒ�Ĺ�ҵ�����С�
ע�ܳ��͵Ĺ����ǣ�����״���״���ϴ�ע������϶�������ȵ���Ͳ���������ܻ�������״̬�����ݸˣ���������ʩ��ѹ����ͨ����Ͳ�ײ�������ע����µġ��պϵ�ģ����ǻ�У�����ȴӲ��������ģǻ���������������ģȡ����ע�ܳ����ܼ����ڲ����������һ�����ڡ�
ע�ܳ���������ģ�ܳ��͵�һ����Ҫ���������������й㷺��Ӧ�á����������¼�������ص㣺
�ٳ������ڶ̣���һ�γ������θ��ӡ��ߴ�ȷ�����н�����ǽ���Ƕ���������Ƽ���
�ڶԳ��������ϵ���Ӧ��ǿ��Ŀǰ�����������⣬�������е����������϶������ô˷������ͣ�ijЩ�ȹ�������Ҳ���Բ���ע�ܳ��͡�
������Ч�ʸߣ�����ʵ���Զ���������
��ע�ܳ��������豸����ģ�߽ṹ�Ƚϸ��ӣ�����ɱ��ߣ�����ע�ܳ����ر��ʺϴ�����������(����Ȩ: ��ҵ����� )


Ŀ¼
��1�� ���ۡ�������������������������������������������������������1
��1.1�� ע�ܳ�����������������������������������������������1
��1.2�� ABS���ϵ���״��ǰ������������������������������������3
��1.3�� ABS����ע�ܹ��շ�������������������������������������3
��2�� ע��ģ����ͻ�����������������������������������������������6
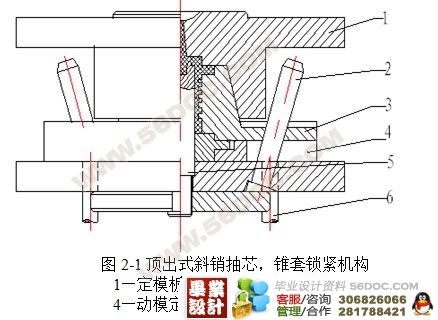
��2.1�� б��������ͻ�����������������������������������������6
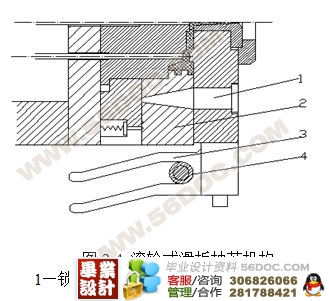
��2.2�� ��������ͻ�������������������������������������������7
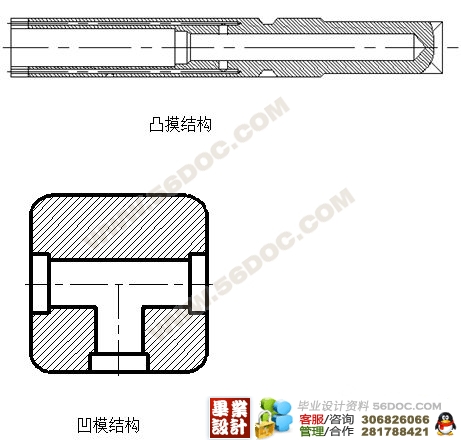
��2.3�� Һѹ���о��������������������������������������������8
(����Ȩ: ��ҵ����� )
��2.4�� б���۲���������о����������������������������������8
��3�� ���շ��������շ�����ȷ��������������������������������������9
��3.1�� ���շ�������������������������������������������������9
3.1.1 ABS���������ܡ�����������������������������������9
3.1.2 �ܼ���״������������������������������������������9
��3.2 �� ģ����ʽ����� ��������������������������������������10
3.2.1 ģ�ܸ���������������������������������������������10
3.2.2 ģ�ܵķ����������������������������������������10
3.2.3 ģ�ܵ�ѡ��������������������������������������10
��4 �� ����ע�ܹ������ ������������������������������������������11
��4.1�� ���ղ������� ����������������������������������������11
4.1.1 �ܼ�����������ļ��� ����������������������������11
4.1.2 ע�ܻ���ѡ�� ������������������������������������11
��4.2�� �ܼ�ע�ܳ����ղ�����������������������������������12
��5�� ģ�ߵ�������ơ���������������������������������������������13
��5.1�� ��עϵͳ����ơ�������������������������������������13
5.1.1 ��עϵͳ�Ĺ��ܡ���������������������������������13
5.1.2 ����ϵͳ��ơ�����������������������������������14
5.1.3 ���ڵ���ơ�������������������������������������16
��5.2�� ������������۵���ơ�����������������������������18
5.2.1 ���������ơ���������������������������������18
5.2.2�����۵���ơ���������������������������������19
��5.3�� �����������ơ�����������������������������������19
5.3.1 ģǻ�ṹ�������ơ���������������������������19
5.3.2 ��������ղĵ�ѡ�á���������������������������21
5.3.3 ������������ߴ���㡭������������������������21
��5.4�� ģ�߽ṹ�ߴ���㡭��������������������������������23
5.4.1�� ģ��ߴ������ѡ����������������������23
5.4.2 ���ߴ�ѡ������������������������������������24
5.4.3 ���Ӽ���ȷ������������������������������������24
��5.5�� ��ģ���������ơ���������������������������������25
5.5.1 ����������������������������������������25
5.5.2 �������������ơ�����������������������������25
��5.6�� ��λ������ơ�������������������������������������26
��5.7�� ��ģ������ơ�������������������������������������27
5.7.1��ģ���ļ��㡭��������������������������������27
5.7.2 ��ģ�����ߴ���㡭����������������������������28
5.7.3 �Ƹ�λ�õ�ѡ������������������������������29
��5.8�� ģ���¶ȵ���ϵͳ��ơ�����������������������������30
5.8.1 ��ȴϵͳ�ļ��㡭������������������������������30
��6�� ģ �ߵ�У�� ������������������������������������������������32
��6.1�� ���ղ�����У�ˡ�����������������������������������32
6.1.1ע����У�ˡ�����������������������������������32
6.1.2 ��ģ��У�ˡ�����������������������������������32
6.1.3 ���ע��ѹ��У�ˡ�����������������������������33
��6.2�� ��װ����У�� ������������������������������������33
6.2.1 ģ�ߺ��У�� ��������������������������������33
6.2.2 ģ��ߴ�У�� ��������������������������������33
6.2.3 ��ģ�г�У�ˡ���������������������������������33
��6.3�� ģ�߰�װ����ģ����������������������������������34
��7�� ���ۡ�������������������������������������������������������35
����� ����������������������������������������������������������36
��л ��������������������������������������������������������������37
�����
[1] ����ƽ���س���. ���ϳ�������ģ�����. ������ѧ������. 2005
[2] ��־��. ����ģ�����ʦָ��. ������ҵ������. 1999
[3] ������ģ������ֲᡷ��д��. ����ģ����ֲ�. ��е��ҵ������. 1997
[4] ��˼��. ��е���. �ߵȽ���������. 2003
[5] ����ƽ. �������������������. ��е��ҵ������. 2004
[6] �¾�����. �������μ���е��ͼ. ����ѧ. 1997
[7] �ľŰ�. ��е���̲���. ��е��ҵ������. 2003
[8] �Ẻ�࣬�½��. �������Գ���ԭ��. ��е��ҵ������.2003
(����Ȩ: ��ҵ����� )
[9] �ſ˻�. б�����о������������.ģ�߹�ҵ.1994.160��6����30-31
[10] ���Ң��. ģ���������������ֲ�. �Ϻ��Ƽ�������. 1985
[11] ������. ���ϳ�������ģ�����. ��е��ҵ������. 2000
[12] �꿪��. ���ϳ���ģ��. �й��Ṥҵ������. 2002
[13] ������. ע����Ʒ��ע��ģ�����. ��ѧ��ҵ������.2003
[14] ������. ���ϳ����豸. ��е��ҵ������. 2004
[15] ��Т��. ���ϳ����ռ�ģ�����ֲ�. ��е��ҵ������. 2001
[16] ����ѫ. ����ע��ģ�߽ṹͼ��. ���Ϲ�ҵ��ѧ������. 1992
[17] Menges G, Mohren P (1993) How to make injection molds. Hanser,Munich, pp 89�C125
[18] Belofsky H (1995) Plastics: Product design and process engineering.
Hanser, Munich
[19] Rao NS (1991) Design formulas for plastics engineers. Hanser, Munich
[20] Lee H-S (1999) In-plane deformation analysis of plastic parts in the injection molding process. J Inject Mold Technol 3(1):11�C20
[21] Johannaber F (1994) Injection molding machines �C a user��s guide, 3rdEdn. Hanser, Munich, pp 260�C272
ע�ܳ����������������Ƽ�����Ҫ�ļӹ��������ô˷����ӹ����͵������Ƽ�����Ʒ������ʽ֮�����������ͷ����ɱ���ġ�������ǽ������ݸ˵������������ܻ�����������ע��պϵ�ģ����ǻ�ڣ�����ȴ�̻����ͺ�ģ�õ��ܼ���(����Ȩ: ��ҵ����� )
��ˣ�����ע�ܳ��͵�������Ҫ������һ���ܼ�����������״̬����ģǻ�����������������Ҫ���㹻��ѹ�������٣���ȷ����ʱ�ij�������ģǻ�ĸ������䣻�������з����Ƽ���״�ͳߴ粢��������յ�Ҫ���ģ�ߡ�
ע�ܳ��ͼ������������ͼ�����Ƚ�������ص����ƣ����������¼������棺��һ�dz������ϵ������ܻ������������Ƿֱ���������Ͳ��ģǻ�������У�ģ�߿���ʼ�մ���������ܿ����������̻���״̬���Ӷ����������̳������ڣ������������ģ��Ȼ��Ž���������ע�룬��֮�������õ������Ե������ģǻ��ĥ���С�����������һ��ģ�ߴ��������������������ͼ�����������ͳߴ羫�Ƚϸߵ���Ʒ�������dz����̵ĺ�ģ�����ϡ��ܻ���ע�ܡ���ģ�Ͷ�����Ʒ��ȫ�����Ͳ�������ע�ܻ��Զ���ɣ��Ӷ�ʹע�ܹ�������ȫ�Զ�����ʵ�ֳ�����ơ�������ҲҪ����ע�ܳ��͵IJ���֮����������ȴ���������ƣ����������ּ����Ƶ���ȱ�ݡ��ں�ı仯�ֽϴ��������������Ʒ����������ע�ܻ���ע��ģ�ߵ���ۺܸߣ������豸����ʼͶ�ʽϴ�����ע�ܼ������ʺ���С������Ʒ��������
[������Դ��www.THINK58.com]
ע�ܳ����ֳ�ע��ģ�ܻ�ע����ͣ���������������Ʒ���͵�һ����Ҫ�����������������������������⣬�������е����������϶������ô˷��������ܼ���ע�ܳ��Ϳ��Գ�������״�������ڶ�Ҫ��������Ƽ���ע�ܳ����Ѿ��ɹ���������ijЩ�ȹ��������Ƽ�����������Ʒ�Ĺ�ҵ�����С�
ע�ܳ��͵Ĺ����ǣ�����״���״���ϴ�ע������϶�������ȵ���Ͳ���������ܻ�������״̬�����ݸˣ���������ʩ��ѹ����ͨ����Ͳ�ײ�������ע����µġ��պϵ�ģ����ǻ�У�����ȴӲ��������ģǻ���������������ģȡ����ע�ܳ����ܼ����ڲ����������һ�����ڡ�
ע�ܳ���������ģ�ܳ��͵�һ����Ҫ���������������й㷺��Ӧ�á����������¼�������ص㣺
�ٳ������ڶ̣���һ�γ������θ��ӡ��ߴ�ȷ�����н�����ǽ���Ƕ���������Ƽ���
�ڶԳ��������ϵ���Ӧ��ǿ��Ŀǰ�����������⣬�������е����������϶������ô˷������ͣ�ijЩ�ȹ�������Ҳ���Բ���ע�ܳ��͡�
������Ч�ʸߣ�����ʵ���Զ���������
��ע�ܳ��������豸����ģ�߽ṹ�Ƚϸ��ӣ�����ɱ��ߣ�����ע�ܳ����ر��ʺϴ�����������(����Ȩ: ��ҵ����� )
[������Դ��http://www.THINK58.com]
Ŀ¼
��1�� ���ۡ�������������������������������������������������������1
��1.1�� ע�ܳ�����������������������������������������������1
��1.2�� ABS���ϵ���״��ǰ������������������������������������3
��1.3�� ABS����ע�ܹ��շ�������������������������������������3
��2�� ע��ģ����ͻ�����������������������������������������������6
��2.1�� б��������ͻ�����������������������������������������6
��2.2�� ��������ͻ�������������������������������������������7
��2.3�� Һѹ���о��������������������������������������������8
(����Ȩ: ��ҵ����� )
��2.4�� б���۲���������о����������������������������������8
��3�� ���շ��������շ�����ȷ��������������������������������������9
[��Ȩ���У�http://think58.com]
��3.1�� ���շ�������������������������������������������������9
3.1.1 ABS���������ܡ�����������������������������������9
3.1.2 �ܼ���״������������������������������������������9
��3.2 �� ģ����ʽ����� ��������������������������������������10
3.2.1 ģ�ܸ���������������������������������������������10
3.2.2 ģ�ܵķ����������������������������������������10
3.2.3 ģ�ܵ�ѡ��������������������������������������10
��4 �� ����ע�ܹ������ ������������������������������������������11
��4.1�� ���ղ������� ����������������������������������������11
4.1.1 �ܼ�����������ļ��� ����������������������������11
4.1.2 ע�ܻ���ѡ�� ������������������������������������11
��4.2�� �ܼ�ע�ܳ����ղ�����������������������������������12
��5�� ģ�ߵ�������ơ���������������������������������������������13
��5.1�� ��עϵͳ����ơ�������������������������������������13
5.1.1 ��עϵͳ�Ĺ��ܡ���������������������������������13
5.1.2 ����ϵͳ��ơ�����������������������������������14
[��Ȩ���У�http://think58.com]
5.1.3 ���ڵ���ơ�������������������������������������16
��5.2�� ������������۵���ơ�����������������������������18
5.2.1 ���������ơ���������������������������������18
5.2.2�����۵���ơ���������������������������������19
��5.3�� �����������ơ�����������������������������������19
5.3.1 ģǻ�ṹ�������ơ���������������������������19
5.3.2 ��������ղĵ�ѡ�á���������������������������21
5.3.3 ������������ߴ���㡭������������������������21
��5.4�� ģ�߽ṹ�ߴ���㡭��������������������������������23
5.4.1�� ģ��ߴ������ѡ����������������������23
5.4.2 ���ߴ�ѡ������������������������������������24
5.4.3 ���Ӽ���ȷ������������������������������������24
��5.5�� ��ģ���������ơ���������������������������������25
5.5.1 ����������������������������������������25
5.5.2 �������������ơ�����������������������������25
��5.6�� ��λ������ơ�������������������������������������26
��5.7�� ��ģ������ơ�������������������������������������27
[��Դ��http://www.think58.com]
5.7.1��ģ���ļ��㡭��������������������������������27
5.7.2 ��ģ�����ߴ���㡭����������������������������28
5.7.3 �Ƹ�λ�õ�ѡ������������������������������29
��5.8�� ģ���¶ȵ���ϵͳ��ơ�����������������������������30
5.8.1 ��ȴϵͳ�ļ��㡭������������������������������30
��6�� ģ �ߵ�У�� ������������������������������������������������32
��6.1�� ���ղ�����У�ˡ�����������������������������������32
6.1.1ע����У�ˡ�����������������������������������32
6.1.2 ��ģ��У�ˡ�����������������������������������32
6.1.3 ���ע��ѹ��У�ˡ�����������������������������33
��6.2�� ��װ����У�� ������������������������������������33
6.2.1 ģ�ߺ��У�� ��������������������������������33
6.2.2 ģ��ߴ�У�� ��������������������������������33
6.2.3 ��ģ�г�У�ˡ���������������������������������33
��6.3�� ģ�߰�װ����ģ����������������������������������34
��7�� ���ۡ�������������������������������������������������������35
����� ����������������������������������������������������������36
[������Դ��THINK58.com]
��л ��������������������������������������������������������������37
�����
[1] ����ƽ���س���. ���ϳ�������ģ�����. ������ѧ������. 2005
[2] ��־��. ����ģ�����ʦָ��. ������ҵ������. 1999
[3] ������ģ������ֲᡷ��д��. ����ģ����ֲ�. ��е��ҵ������. 1997
[4] ��˼��. ��е���. �ߵȽ���������. 2003
[5] ����ƽ. �������������������. ��е��ҵ������. 2004
[6] �¾�����. �������μ���е��ͼ. ����ѧ. 1997
[7] �ľŰ�. ��е���̲���. ��е��ҵ������. 2003
[8] �Ẻ�࣬�½��. �������Գ���ԭ��. ��е��ҵ������.2003
(����Ȩ: ��ҵ����� )
[9] �ſ˻�. б�����о������������.ģ�߹�ҵ.1994.160��6����30-31
[10] ���Ң��. ģ���������������ֲ�. �Ϻ��Ƽ�������. 1985
[11] ������. ���ϳ�������ģ�����. ��е��ҵ������. 2000
[12] �꿪��. ���ϳ���ģ��. �й��Ṥҵ������. 2002
[13] ������. ע����Ʒ��ע��ģ�����. ��ѧ��ҵ������.2003
[14] ������. ���ϳ����豸. ��е��ҵ������. 2004
[15] ��Т��. ���ϳ����ռ�ģ�����ֲ�. ��е��ҵ������. 2001
[��Դ��http://www.think58.com]
[16] ����ѫ. ����ע��ģ�߽ṹͼ��. ���Ϲ�ҵ��ѧ������. 1992
[17] Menges G, Mohren P (1993) How to make injection molds. Hanser,Munich, pp 89�C125
[18] Belofsky H (1995) Plastics: Product design and process engineering.
Hanser, Munich
[19] Rao NS (1991) Design formulas for plastics engineers. Hanser, Munich
[20] Lee H-S (1999) In-plane deformation analysis of plastic parts in the injection molding process. J Inject Mold Technol 3(1):11�C20
[21] Johannaber F (1994) Injection molding machines �C a user��s guide, 3rdEdn. Hanser, Munich, pp 260�C272
[��Դ��http://think58.com]
��һƪ��ģ��-��ذ����߿���ģ�����
��һƪ��ģ��-ע��-�Խ������ע��ģ���