
小型电机转子片复合冲压模具设计及模芯线切割加工编(含CAD零件图装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
小型电机转子片复合冲压模具设计及模芯线切割加工编(含CAD零件图装配图)(开题报告,论文说明书11000字,CAD图11张)
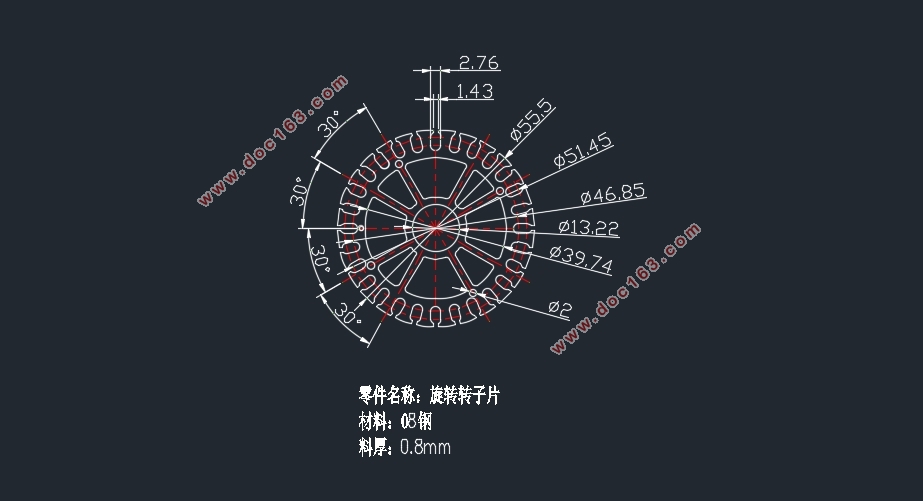
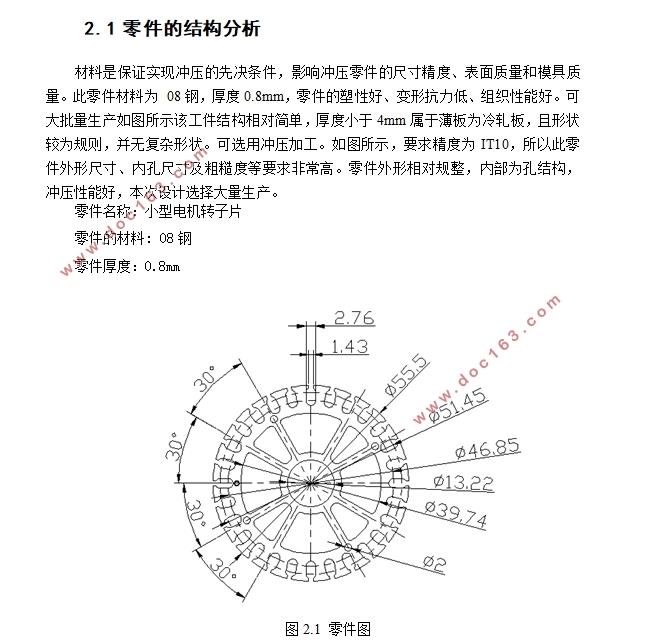
2.1 零件的结构分析
材料是保证实现冲压的先决条件,影响冲压零件的尺寸精度、表面质量和模具质量。此零件材料为 08钢,厚度0.8mm,零件的塑性好、变形抗力低、组织性能好。可大批量生产如图所示该工件结构相对简单,厚度小于4mm属于薄板为冷轧板,且形状较为规则,并无复杂形状。可选用冲压加工。如图所示,要求精度为IT10,所以此零件外形尺寸、内孔尺寸及粗糙度等要求非常高。零件外形相对规整,内部为孔结构,冲压性能好,本次设计选择大量生产。
零件名称:小型电机转子片
零件的材料: 08钢
零件厚度:0.8mm
2.2 零件工艺分析和方案
此工件是小型电机转子片。工件形状不算复杂,本次首先分析出工件所需要哪些基本工序完成冲压,本次工件选对简单,只有两个基本工序,分为落料和冲孔,按类似工件的可以出三种加工方案对比,下面对这些方案进行简单分析,选一个合适的冲裁:
方案一,采用单工序模。
此方案具体为:两个工序用两个模具生产,一个落料模一个冲孔模,因为本次零件小,也就意味着两套模都很小,模具数量为2。 [资料来源:http://www.THINK58.com]
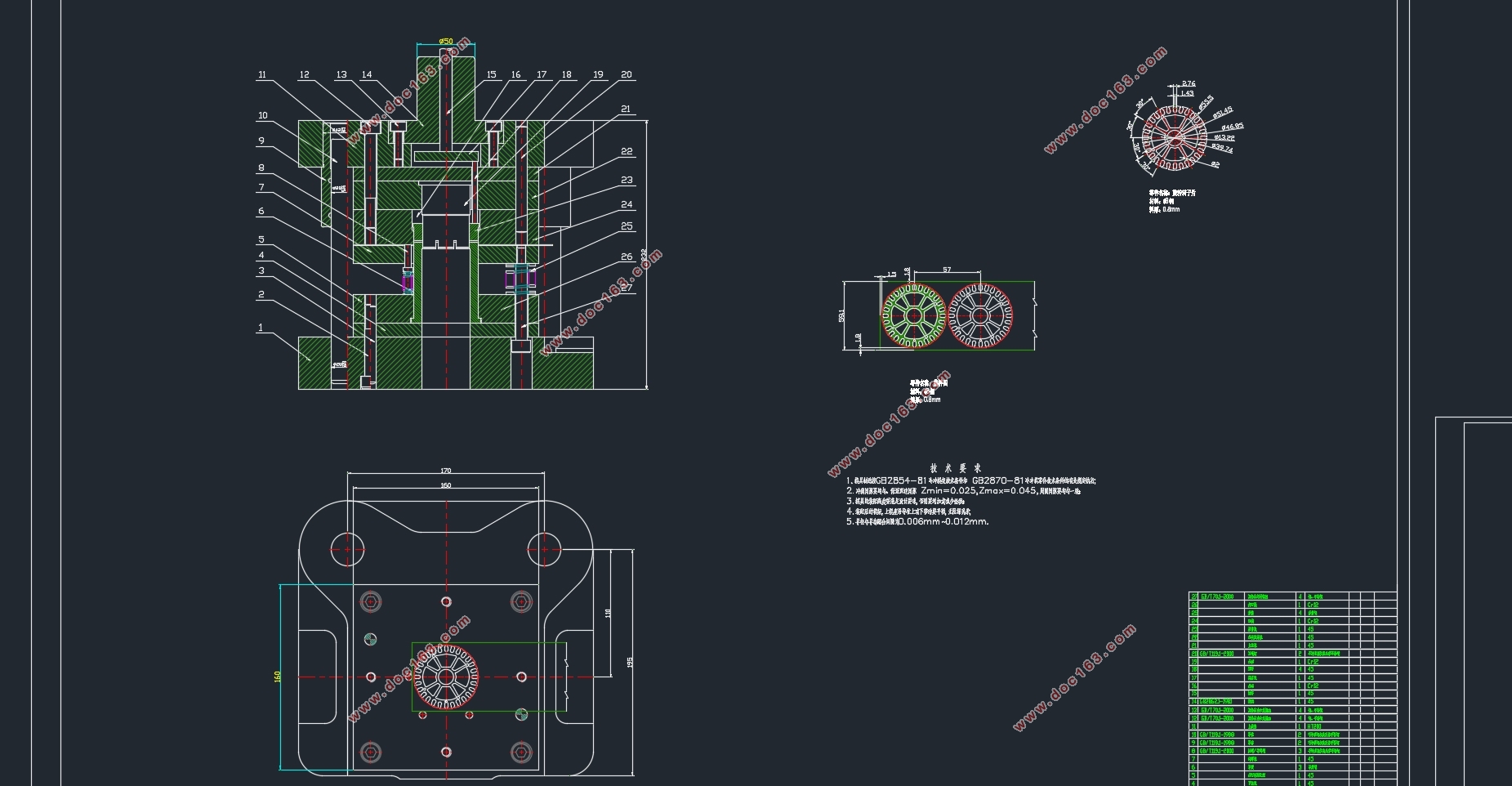
方案二,采用落料冲孔复合模。
此方案具体为:两个工序在一套内完成,而且是同时进行,相对其他方案此机构简单可靠,效率相对高,但是对装配工艺和零件加工精度有一定要求,结构也比较复杂一点,但是本次工件结构简单,结构可以设计为简单的倒装复合模。
方案三,采用级进模生产。
此方案为通过一个载体,连接两个工序,先冲孔定位,然后再进行落料,这也和复合模一样,一套模具完成,销量高,但是级进模精度不如复合模,因为为分开冲裁,所有定位有误差,相对复合模,有一定缺陷。
结论:通过三个方案对比后,发现一和三有部分缺陷无法保证精度要求等,所有最终选择方案二复合模进行生产此工件。
[资料来源:www.THINK58.com]
[资料来源:http://www.THINK58.com]
目 录
目 录 4
第一章 绪论 6
第二章 小型电机转子片的冲压工艺分析 8
2.1 零件的结构分析 8
2.2 零件工艺分析和方案 8
第三章 小型电机转子片复合模的工艺计算 10
3.1 排样设计 10
3.2冲裁力 11
3.2.1落料力 11
3.2.2冲孔力 11
3.2.3落料时的卸料力 11
3.2.4冲孔时的推件力 11
3.2.6 冲床的总压力 12
3.3压力机的确定 12
3.3.1压力机的选择 12
3.4压力中心的计算 13
3.5 刃口尺寸计算 13
3.5.1 冲孔刃口尺寸计算 14
3.5.2 落料刃口尺寸计算 15
第四章 复合模的零部件设计与选用 16
4.1 模具主要零部件的设计 16
4.1.1凹模板外形尺寸 16
4.1.4.凸模的设计 19
4.1.5 其他零部件的设计 20
4.2定位零件的设计 20
4.3推件装置的设计 22
4.4 弹性元件的选用 22
4.5 模架及其零件的设计 22
4.6导柱、导套的选用 23
4.7上、下模座的选用 24
4.8 模柄的选用 24
4.9 螺钉、销钉的选用 24
4.10 模具的总体结构设计 24
第五章 凸凹模线切割加工工艺设计及编程 26
5.1电火花线切割加工方法 26
52线切割加工程序编制 26
总 结 30
谢 辞 31
参 考 文 献 32 [来源:http://www.think58.com]
上一篇:接线盒的冲压工艺与模具设计具设计(含CAD零件图装配图,UG三维图)
下一篇:扇齿输复合冲压模具设计及模芯线切割加工编程(含CAD零件图装配图)