
活动块钻孔的夹具的设计(课程设计)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
序 言
机械制造技术基础课程设计是在学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.是进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
希望能通过这次课程设计对我们未来将从事的工作进行一次适应性训练,从中锻炼我们的分析问题、解决问题的能力,为今后参加工作打下一个良好的基础。
一、 零件的分析
(一)零件的工艺分析
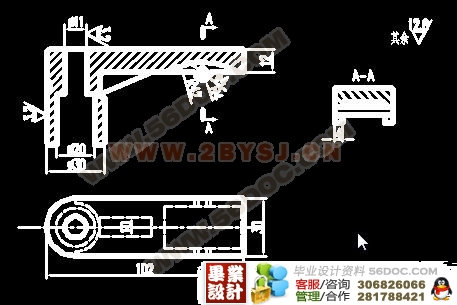
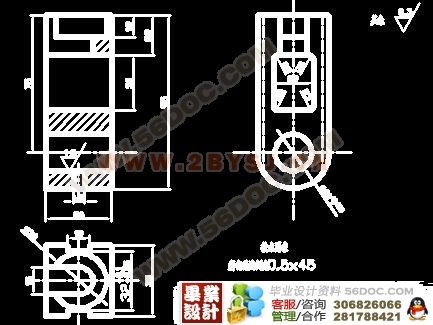
活动块共有三组加工表面,它们这间有一定的位置要求.现分析如下:
1. 以左端面为基面的加工表面
这一组加工表面包括:右端面,前后端面,前后端面上的槽,及 和22 30的方孔其中 这个孔为主要加工面.
2. 以右端面为基面的加工表面
这一组加工表面包括:左端面,宽为15的槽, 的孔,下端半圆柱面,及车M6螺纹孔
这这两组加工表面之间有着一定位置要求,主要是:
(1) 与左端面的垂直度公差为0.05mm,
(2) 与左端面的平行度公差为0.1mm
(3)左端面与右端面的公平度公差0.12mm
由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表成,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度要求.
[版权所有:http://think58.com]
二、工艺规程设计
(一)确定毛坯的制造形式
零件材料为HT200,零件为活动块,
属于大批量生产,零件结构又比较简单,故选择铸件毛坯。
(二)基面的选择
基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。
(1)粗基准的选择。对于零件而言,尽可能选择不加工表面为粗基准。而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。根据这个基准选择原则,现选取工件左端面作为粗基准。因为这个零件是长方体类的零件,可以用通用夹具来定位(如台虎钳),实现了完全定位,然后进行铣削。(毕业设计)
(2)精基准的选择。主要应该考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。

[来源:http://think58.com]
目 录
一、零件的分析………………………………………………2
零件的工艺分析……………………………………………………2
二、工艺规程设计……………………………………………2
(一)确定毛坯的制造形式…………………………………………………2
(二)基面的选择…………………………………………………………2
(三)制定工艺路线………………………………………………………3
(四)机械加工余量、工序尺寸及毛皮尺寸的确定 …………………4
三、夹具设计…………………………………………………11
(一)问题的提出 …………………………………………………………11
(二)卡具设计………………………………………………………………11
(三)夹具零件………………………………………………………………12
四、设计体会………………………………………………13
五、参考文献…………………………………………………14
[资料来源:http://www.THINK58.com]
[资料来源:http://www.THINK58.com]