
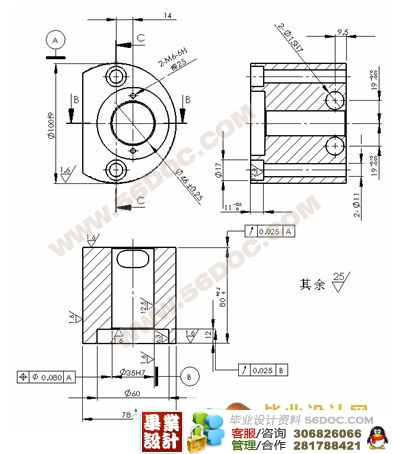
支承套零件加工工艺编程及夹具设计

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘 要
高效率、高精度加工是数控机床加工最主要特点之一。利用数控机床加工,其产品加工的质量一致性好,加工精度和效率均比普通机床高出很多,尤其在轮廓不规则、复杂的曲线或曲面、多工艺复合化加工和高精度要求的产品加工时,其优点是传统机床所无法比拟的。本课题对异性体、复杂的曲线、多工艺复合化加工进行探索,设计出三种切实可行的工艺流程及工艺装备。在产品的加工过程中,工件在夹具内的定位和夹紧显得特别重要。须根据六点定位对产品进行合理的定位,欠定位、完全定位还是过定位都须根据实际的生产过程决定。夹具是涵盖了从加工到组装的几乎所有操作过程的一种装夹设备。由于大量的加工操作需要装夹,夹具设计在制造系统中就变得非常重要,它直接影响加工质量,生产率和制造成本。本文通过分析支承套的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置,并对各工步进行数控编程。(毕业设计网 ) [资料来源:http://www.THINK58.com]
关键词:数控加工,工艺流程,工艺装备,夹具设计 [资料来源:http://www.THINK58.com]
Abstract [版权所有:http://think58.com]
The high efficiency, the precision work are one of numerically-controlled machine tool processing most main features.Using the numerically-controlled machine tool processing, its product processing's quality uniformity is good, the working accuracy and the efficiency are higher than compared to the ordinary engine bed many, especially when outline anomalous, complex curve or surface, multi-craft recombine processing and high accuracy request product processing, its merit is the traditional engine bed is unable to compare.This topic to the opposite sex body, the complex curve, the multi-craft recombine processing carries on the exploration, designs three practical and feasible technical processes and the craft equipment.In the product processing process, the work piece appears specially important in jig localization and the clamp.Must act according to six localizations to carry on the reasonable localization to the product, owes the localization, to locate completely crosses the localization fibrous root according to the facts border the production process decision.The jig covered has clamped the equipment from the processing to the assembly nearly all operating process one kind of attire.Because the massive processing operation needs to install clamps, the jig design becomes in the manufacture system very important, its immediate influence processing quality, productivity and production cost.This article through the analysis supporting set of unique feature and the processing request, has formulated a set of reasonable jig design, thus to guarantee that this components the working accuracy will provide one economical practical craft equipment, has certain use value.Through to each kind of localization clamp's analysis comparison, chose and combines a set both to be able to satisfy the processing request, and the quite succinct installment, and controlled the programming to various labor stepping number of lines. [资料来源:www.THINK58.com]
Key word: Numerical control processing, technical process, craft equipment, jig design
[资料来源:http://THINK58.com]
设计夹具的目的
在机械制造的机械加工、检验、装配、焊接和热处理等冷、热工艺过程中,使用着大量的夹具。所谓夹具就是一切用来固定加工对象,使之占有正确位置,接受施工或者检测的装置。在机械制造中采用大量的夹具,机床夹具就是夹具中的一种。它装在机床上,使工件相对刀具与机床保持正确的相对位置,并能承受切削力的作用。机床夹具的作用主要有以下几个方面:较容易、较稳定地保证加工精度,因为用夹具装夹工件时,工件相对机床(刀具)的位置由夹具来保证,基本不受工人技术水平的影响,因而能较容易、较稳定地保证工件的加工精度;提高劳动生产率,因为采用夹具后,工件不需要划线找正,装夹也方便迅速,显著地减少了辅助时间,提高了劳动生产率;扩大机床的使用范围,因为使用专用夹具可以改变机床的用途、扩大机床的使用范围,例如,在在车床或摇臂转床上安装镗模夹具后,就可以对箱体孔系进行镗削加工;改善劳动条件、保证生产安全,因为使用专用机床夹具可以减轻工人的劳动强度、改善劳动条件,降低对工人操作技术水平的要求,保证安全。
本课题的内容目的及意义
利用数控机床加工,其产品加工的质量一致性好,加工精度和效率均比普通机床高出很多,尤其在轮廓不规则、复杂的曲线或曲面、多工艺复合化加工和高精度要求的产品加工时,其优点是传统机床所无法比拟的。本课题对异性体、复杂的曲线、多工艺复合化加工进行探索,设计出三种切实可行的工艺流程及工艺装备。
加工工艺过程:
工步 工步内容 刀具 辅具 切削用量
T码 规格种类 S F
1 B0、G54
2 钻Φ35H7孔,2-Φ17X11中心孔 T01 中心钻Φ3 JT40-Z6-45 1200 40
3 钻Φ35H7孔至Φ31 T14 锥柄麻花钻Φ31 JT40-M3-75 150 30
4 钻2-Φ11孔 T02 锥柄麻花钻Φ11 JT40-M1-35 500 70
5 忽2-Φ17 T03 锥柄埋头钻17X11 JT40-M2-50 150 15
6 粗镗Φ35H7至Φ34 T04 粗镗刀Φ34 JT40-TQC30-165 400 30
7 粗铣Φ60X12至Φ59X11.5 T05 合金立铣刀Φ32T JT40-MW4-85 500 70
8 精铣Φ60X12 T06 合金立铣刀Φ32T JT40-MW4-85 600 45
9 半精镗Φ35H7孔至Φ34.85 T07 镗刀Φ34.85 JT40-TZC30-165 450 35
10 钻2-M6-6H螺孔中心孔 T01
11 钻2-M6-6H底孔至Φ5 T08 直柄麻花钻Φ5 JT40-Z6-45JZM6 650 35
12 2-M6-6H孔端倒角 T02 500 20
13 攻2-M6-6H螺纹 T09 机用丝锥,中锥M6 JT40-G1 JT3 100 100
14 铰Φ35H7孔 T10 套式铰刀35AH7 JT40-K19-140 100 50
15 M01
16 在Φ35H7孔中手动装入工艺堵 专用工艺堵Ⅱ29-54
17 B90° G55
18 钻2-Φ15H7孔中心孔 T01
19 钻2-Φ15H7至Φ14 T11 锥柄麻花钻Φ14 JT40-M1-35 450 60
20 扩2-Φ15H7至Φ14.85 T12 锥柄端刃扩孔钻Φ14.85 JT40-M2-50 200 40
21 铰2-Φ15H7孔 T13 锥柄长刃铰刀Φ15AH7 JT40-M2-50 100 60

[来源:http://www.think58.com]
目 录 [资料来源:THINK58.com]
第一章 引言………………………………………………………………… 1
第一章 数控加工技术概述………………………………………………… 2
2.1 数控加工技术的发展……………………………………………… 2
2.2 数控加工工艺的特点……………………………………………… 2
2.3 数控机床与普通机床相比具有的优越性………………………… 3
第三章 夹具设计过程 …………………………………………………… 5
3.1 设计夹具的目的…………………………………………………… 5
3.2 夹具的分类………………………………………………………… 5
3.3 专用夹具的组成…………………………………………………… 6
3.4 典型的定位元件…………………………………………………… 7
3.5 夹具中的夹紧机构………………………………………………… 9
3.6 夹具的发展趋势…………………………………………………… 9
第四章 机械加工工艺规程的制定 ……………………………………… 12
4.1 机械加工工艺规程的作用………………………………………… 12
4.2 机械加工工艺规程的制定程序…………………………………… 12
4.3 毛坯的选择………………………………………………………… 12 [资料来源:THINK58.com]
4.4 定位基准的选择…………………………………………………… 13
4.5 零件表面加工方法的选择………………………………………… 15
4.6 加工顺序的安排…………………………………………………… 15
第五章 支承套工艺流程及夹具计……………………………………… 17
5.1 零件加工工艺分析………………………………………………… 17
5.2 毛坯的选择………………………………………………………… 18
(毕业设计网 )
5.3 数控加工工艺分析及工序设计…………………………………… 20
5.4夹具设计…………………………………………………………… 22
第六章 结论 …………………………………………………………………24
第七章 致谢 …………………………………………………………………25
参考文献………………………………………………………………………26
附录……………………………………………………………………………27
中英文翻译……………………………………………………………………31
[来源:http://www.think58.com]
上一篇:某机型铰链座制造与工艺