
限位板冲压模具设计与制造(复合模冲裁结构)(含CAD零件图装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
限位板冲压模具设计与制造(复合模冲裁结构)(含CAD零件图装配图)(论文说明书12000字,CAD图11张)
摘 要
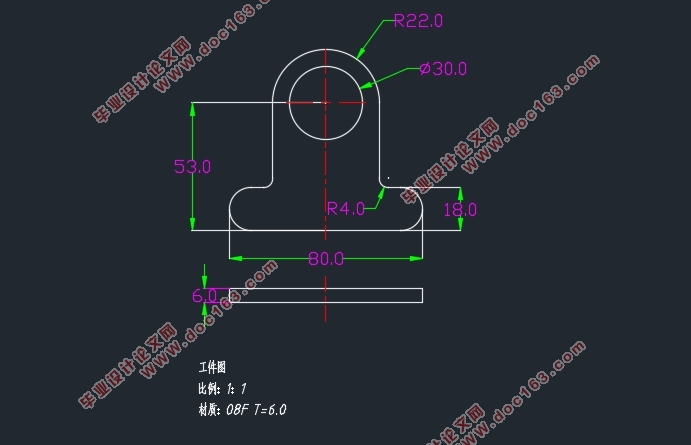
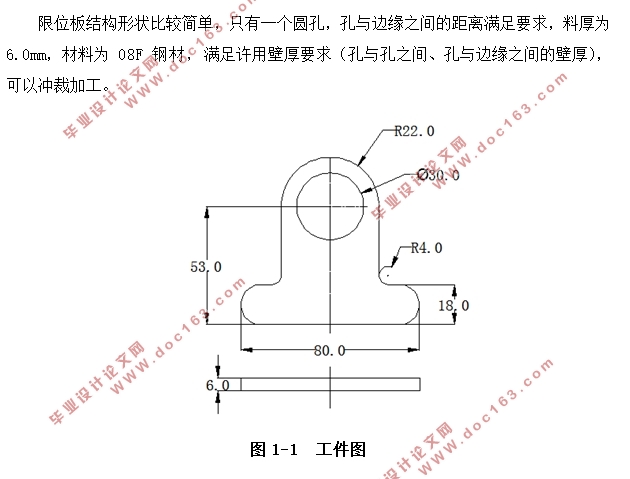
本产品结构形状比较简单,只有一个圆孔,孔与边缘之间的距离满足要求,料厚为6.0mm,材料为08F钢材,满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。
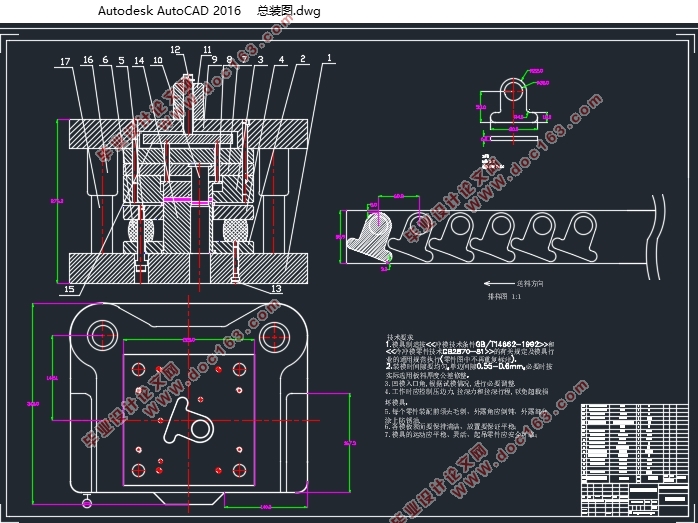
本计算说明书集冲孔与落料为一体,设计了一副复合冲压模具,在压力机上完成一次性落料、冲孔,保证了精密度,同时提高了制件生产效率;避免了传统方法难以解决的模具问题,操作方便、安全,在实际生产中应用广泛。
本论文分析了制品的冲压成形的技术特点,介绍了模具的结构特点,工作过程
与设计工艺。
关键词:冲压;冲孔;落料;复合模;
ABSTRACT
The product structure is relatively simple shape, only one hole, the distance between the edge of the hole and meet the requirements, material thickness of 6.0mm, material 08F steel, meet the allowable wall thickness requirements (between holes, between the hole and the edge thickness), can punching.
This calculation punching and blanking manual collection as a whole, the design of a complex stamping die, the completion time in the press blanking, punching, to ensure the precision of the parts while improving productivity; avoid the traditional method can not solve the problem of mold, easy to operate, safe and widely used in the actual production. [资料来源:www.THINK58.com]
This paper analyzes the products stamping technical characteristics, describes the structural characteristics of the mold, the working process
And design process.
eywords: stamping; punching; blanking; compound die;
1.1 工件结构分析
限位板结构形状比较简单,只有一个圆孔,孔与边缘之间的距离满足要求,料厚为6.0mm,材料为08F钢材,满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。
1.2 工件尺寸精度
根据零件图上所注尺寸,工件要求比较高,尺寸精度要求一般,采用IT13级精度,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。
冲裁工艺方案的确定
因该工件属大批量生产,根据零件的生产批量,尺寸精度和材料种类与厚度,选择模具的导向方式与精度,定距方式及卸料方式等,现有如下两种模具结构方案:
方案一:采用复合冲裁模结构。
即:在压力机滑块一次行程中、在模具同一工位同时完成冲孔和落料。
复合模有如下特点:
1、冲裁出来的产品精度高,不受送料误差的影响,内外形相对位置一致性好。 [资料来源:http://think58.com]
2、冲件表面较为平整。
3、适宜冲薄料,也适宜冲脆性或软质材料。
4、冲模面积较少。
方案二:采用级进冲裁模结构。
即:在压力机滑块的一次行程、在模具不同工位分别进行工件的内形和外形冲裁,而在最后工位才制成工件。
级进模有如下特点:
1、 材料利用率较高。
2、 凸模形状简单,提高模具使用寿命。
3、 工作效率比较高。
该工件材料为08F,厚度为6.0mm。大批量生产,精度要求不高,IT13级即可,对比以上两种方案决定采用复合模冲裁结构。
[来源:http://www.think58.com]

目 录
摘 要... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...I
ABSTRACT... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... II
前 言 1
第1章 冲裁件的工艺分析 2
1.1 工件结构分析 2
1.2 工件尺寸精度 2
第2章 冲裁工艺方案的确定 3
第3章 复合模总体设计 4
3.1 模具类型的选择 4
3.2 卸料、出件方式 4
3.3 确定送料方式 4
3.4 确定导向方式 4
第4章 模具设计计算 6
4.1 排样、计算条料宽度、确定步距、材料利用率 6
4.2 冲压力的计算 9
4.3 压力中心的确定 10
4.4 模具刃口尺寸的计算 11
第5章 主要零部件设计 14 [资料来源:THINK58.com]
5.1 工作零部件的结构设计 14
5.2 卸料部件的设计 17
5.3 冲孔落料模辅助零件设计 18
第6章 校核模具闭合高度及压力机有关参数 21
6.1 校核模具闭合高度 21
6.2 冲压设备的选定 21
第7章 模具的安装调试 23
第8 章 制造过程..................................................... 24
第9章 设计并绘制模具总装图、选取标准件..............................29
参考文献 30
结束语 31 [资料来源:THINK58.com]
下一篇:变压器铁芯片冲压模具设计与制造(含CAD零件图装配图)