
异形垫片零件冲压模具设计(含CAD零件图装配图)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
异形垫片零件冲压模具设计(含CAD零件图装配图)(论文说明书10000字,CAD图11张)
2 异形垫片零件工艺分析
2.1 异形垫片零件分析
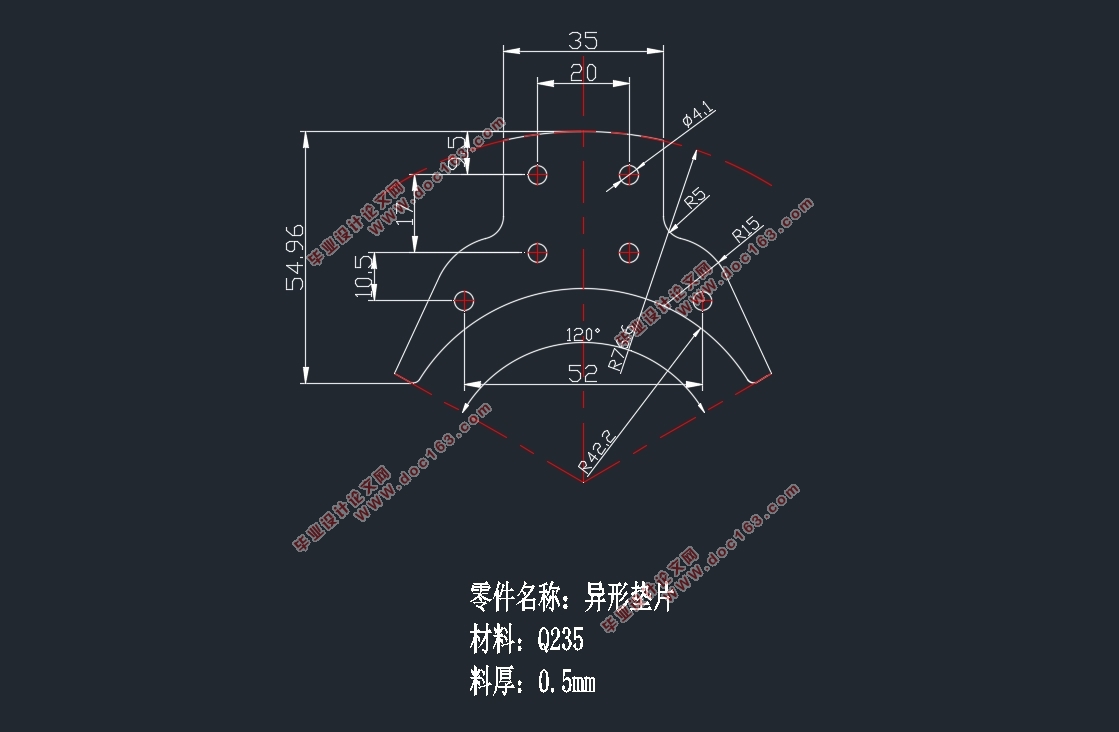
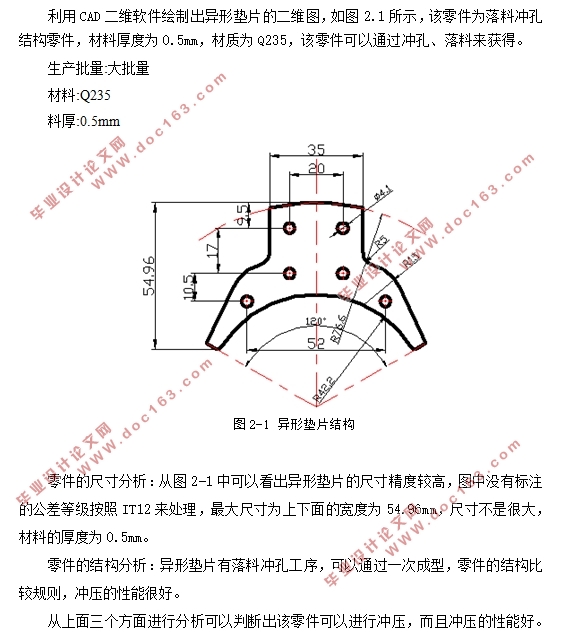
利用CAD二维软件绘制出异形垫片的二维图,如图2.1所示,该零件为落料冲孔结构零件,材料厚度为0.5mm,材质为Q235,该零件可以通过冲孔、落料来获得。
生产批量:大批量
材料:Q235
料厚:0.5mm
零件的尺寸分析:从图2-1中可以看出异形垫片的尺寸精度较高,图中没有标注的公差等级按照IT12来处理,最大尺寸为上下面的宽度为54.96mm,尺寸不是很大,材料的厚度为0.5mm。
零件的结构分析:异形垫片有落料冲孔工序,可以通过一次成型,零件的结构比较规则,冲压的性能很好。
从上面三个方面进行分析可以判断出该零件可以进行冲压,而且冲压的性能好。
2.4 确定冲裁工艺方案
异形垫片从结构和工艺上分析可以看出有冲孔、落料等工序,下面拟定三种冲压方案进行比较,选出最佳的冲压方案。
异形垫片从结构和工艺上分析可以看出有冲孔、落料。下面拟定2种进行比较,选出最佳的冲压方案。
方案一:连续模生产方式,即冲孔、落料进行连续冲压。
方案二:单工序模生产方式,即落料—冲孔分开加工,采用单工序模具生产。
[版权所有:http://think58.com]
方案三:落料与冲孔复合冲压,采用复合模具
在方案二中模具的结构虽然比较简单,但是需要设计两套模具,在设计成本和制造成本考虑相对较高,不宜采用。
方案一级进模具冲压,模具复杂程度增加,且工位件的定位累积误差会使零件的精度降低,所以同样不宜使用。
采用方案三的复合模,不仅操作方便安全,而且生产率最高,也能够满足大批量生产的要求,能够一次完成冲孔落料的工序,成本比较低,因此采用方案三的冲压方案。
[来源:http://www.think58.com]
目 录
摘 要 1
1 绪 论 4
[资料来源:http://www.THINK58.com]
2 异形垫片零件工艺分析 6
2.1 异形垫片零件分析 6
2.2.1 特性 6
2.2.2 处理工艺 7
2.3 材料成型性能 7
2.4 确定冲裁工艺方案 7
3 异形垫片冲压模具设计 9
3.1 排样设计 9
3.1.1 搭边及其作用 9
3.1.2 搭边值的确定 9
3.1.3 条料的宽度与步距 10
3.1.4 材料利用率 11
4 异形垫片复合模的工艺计算 13
4.1 压力的计算 13
4.1.1冲裁力的计算 13
4.2 复合模具压力中心计算 14
4.3 冲压设备的选取 15
4.4 冲裁间隙 16
4.4.1 冲裁间隙分类 16
4.4.2 间隙值和确定间隙方法 17
4.5 计算刃口 17
4.5.1 刃口尺寸计算准则 17
[来源:http://think58.com]
4.5.2 刃口尺寸计算 18
4.5.3 计算凸、凹模刃口的尺寸 18
5 复合模具及零件设计与选用 20
5.1 模具主要零件 20
5.1.1 凹模、凸模设计 20
5.2 模架和模座的选择 22
5.3 垫板的选用 24
5.4卸料机构的设计 26
5.5 定位零件的设计 26
5.6 弹性元件的选用 27
5.7 卸料板 27
6 模具装配图 29
总 结 30
参考文献 31
致 谢 32 [资料来源:THINK58.com]
上一篇:垫片零件冲孔落料冲压模具设计(含CAD零件图装配图)
下一篇:小型电风扇前盖注塑模具设计(含CAD零件图装配图,UG三维装配图)