
拉伸件侧冲孔的模具设计(含CAD零件装配图,PROE三维图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
拉伸件侧冲孔的模具设计(含CAD零件装配图,PROE三维图)(任务书,开题报告,外文翻译,论文说明书13000字,CAD图90张,PROE三维图)
摘要
本课题目的在于设计出寿命长、精度高、结构参数正确的拉伸件侧冲孔的模具,完成产品制造,满足市场要求。该拉伸件用于手机后摄像头,屏蔽手机内其它模块对摄像头的干扰信号,使其能够正常工作。本课题首先对拉伸件进行工艺分析,确定模具结构为连续模以及合理的排样图;通过查表和计算,选择合理的冲裁间隙、拉深间隙、凸模圆角半径等主要模具参数。其次,对拉伸件成形过程所需的冲裁模具、拉深模具、侧冲孔模具进行详细地设计,并绘制出模具及其零件的二维图形和三维模型。最后通过建立拉伸件成形过程的数值模型,对拉深过程进行有限元仿真,得到材料在成形过程中的应力和应变曲线。通过多次有限元仿真,优化模具的结构参数,选取模具最佳设计方案。
关键词:拉伸件;侧冲孔;冲压工艺;模具设计
Abstract
The purpose of this project is to design a mold with long life high precision and correct structural parameters to complete the product manufacturing and meet the market requirement .The extension for the phone after the camera shielding the other modules within the phone on the camera interference signal so that it can work properly.At first,the subject conducts the process analysis to determine the mold structure for the continuous mode and a reasonable layout; Through the look-up table and calculation select a reasonable blanking gap drawing gap punch radius and other major die parameters. Secondly, the blanking、die the drawing die and the side punching die required for the forming process of the drawing are designed in detail,and draw the two-dimensional graphic and three-dimensional model of the mold and its parts. Finally, the finite element simulation of the drawing process is carried out by establishing the numerical model of the forming process, obtaining the stress and strain curves of the material in the forming process.Through several finite element simulation optimize the structural parameters of the die toselecting the best die design.
[资料来源:www.THINK58.com]
Key Words:drawingparts;side holepiercing;stampingprocess;die design
2.1 拉伸件的工艺分析
图2.1为所要生产的产品尺寸图以及公差要求。该产品属于带侧孔的盒形拉伸件,产品厚度为0.2mm,最大宽度仅有12.5mm,侧孔占侧边的面积比例较大。由于厚度很小,在拉深过程中容易被拉破[14]。所以在拉深成形过程应分多步进行,避免底角被拉裂。
2.2 产品工艺方案
该产品成形主要分为三个工序:落料、拉深、侧冲孔。由此可确定以下四种工艺方案:
方案一:落料-拉深-侧冲孔,采用连续模;
方案二:落料-拉深-侧冲孔,采用单工序模;
方案三:落料-侧冲孔-拉深,采用连续模;
方案四:落料-侧冲孔-拉深,采用单工序模。
由于产品厚度较小,且侧孔占侧边比例较大;若采用方案三或四,会导致侧孔被拉破的现象。因此应选择方案一或方案二中先拉深、后冲孔的顺序。方案二采用的是单工序模具,由于拉深成形过程需要多步进行,加上落料和冲孔工序,就需要多副模具。该方案加大了工作量,效率比较低,不能满足企业对产品大批量生产的要求。方案一采用的是连续模,在一副模具上可完成所有的工序,制造成本相对较低,生产效率较高。
[来源:http://www.think58.com]
综合比较以上四种方案的利弊,最终选取方案一中先拉深后冲孔的连续模作为产品的生产模具。
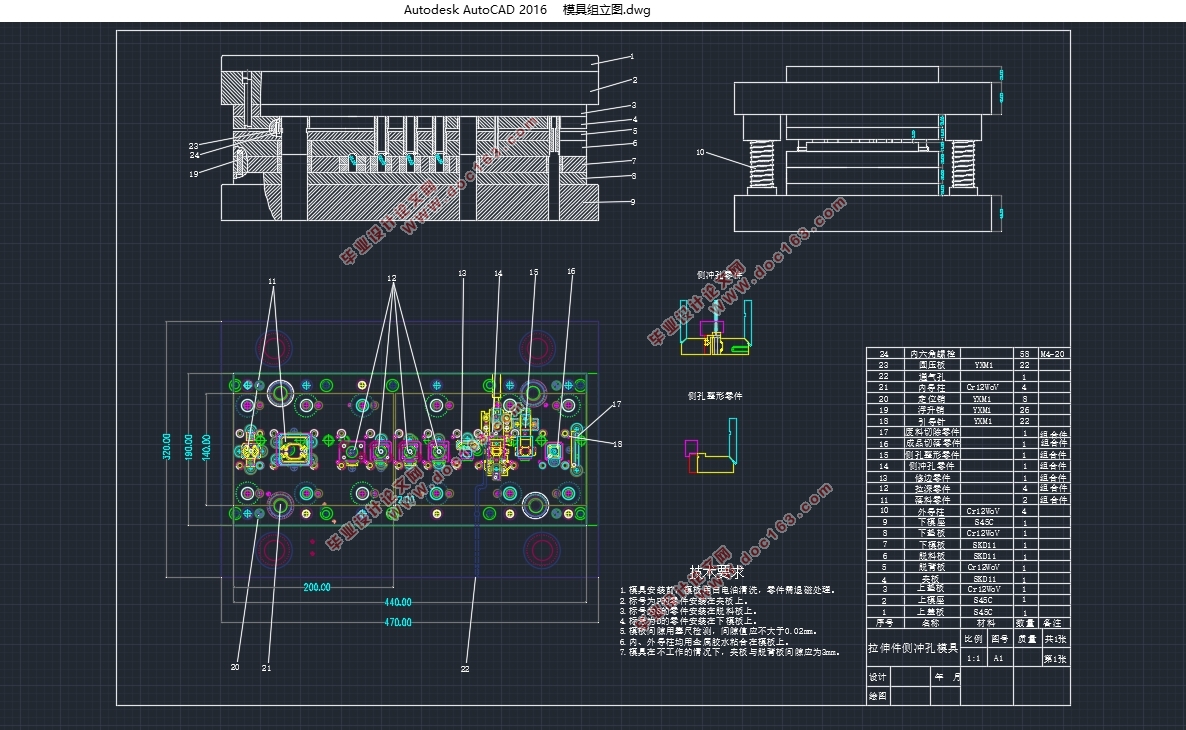
2.3 模具方案设计
通过对生产企业的要求和日后订单的需求,我们从实际的生产设备和生产车间的场地大小、模具的技术要求等综合分析,先设计好模具方案,经过认真的分析和比较,最终确定模具的总体设计方案。
拉伸件侧冲孔模具的主要组成:模板、导柱、凸模、凹模、定位装置等[15]。这五部分相互作用和相互制约必须同时配合好下一个工序,才能做好本工位的工作,如果中间有一个部位加工的不好,将会影响其他工位的工作,进而影响产品的生产质量。我们不仅要保证各个工位在空间上工作有序,而且保证各个工位在时间上工作有序。

 [版权所有:http://think58.com]
[版权所有:http://think58.com] 

目录
第1章绪论 1
1.1 课题来源 1
1.2 课题研究目的及意义 1
1.3 国内外研究现状 1
1.4 本课题研究方法及内容 2
1.5 预期目标 3
1.6 本章小结 3
第2章拉伸件侧冲孔模具的总体方案设计 5
2.1 拉伸件的工艺分析 5
2.2 产品工艺方案 5
2.3 模具方案设计 6
2.4 本章小结 7
第3章模具参数设计与计算 8
3.1 产品的排样设计 8
3.1.1 排样的意义 8
3.1.2 排样的方式 8
3.2 模具冲裁间隙的确定 9
3.3 模具拉深参数的计算 9
3.3.1 拉深系数的计算 9
3.3.2 拉深间隙的确定 11
3.4 冲裁拉深部分工艺力的确定 12
3.4.1 冲裁力的计算 12
3.4.2 拉深力的计算 12
3.4.3 冲压设备的选择 13
3.5 本章小结 13
第4章模具设计 14
4.1落料模具设计 14
4.2 拉深模具设计 15
4.3 侧冲孔模具设计 17
4.3.1 侧冲孔冲子和刀口设计 17
4.3.2 侧冲孔斜楔设计 19
4.3.3 侧冲孔模具工作原理 21
4.4 其它零件设计 22
4.4.1 外导柱套设计 22
4.4.2 内导柱设计 22
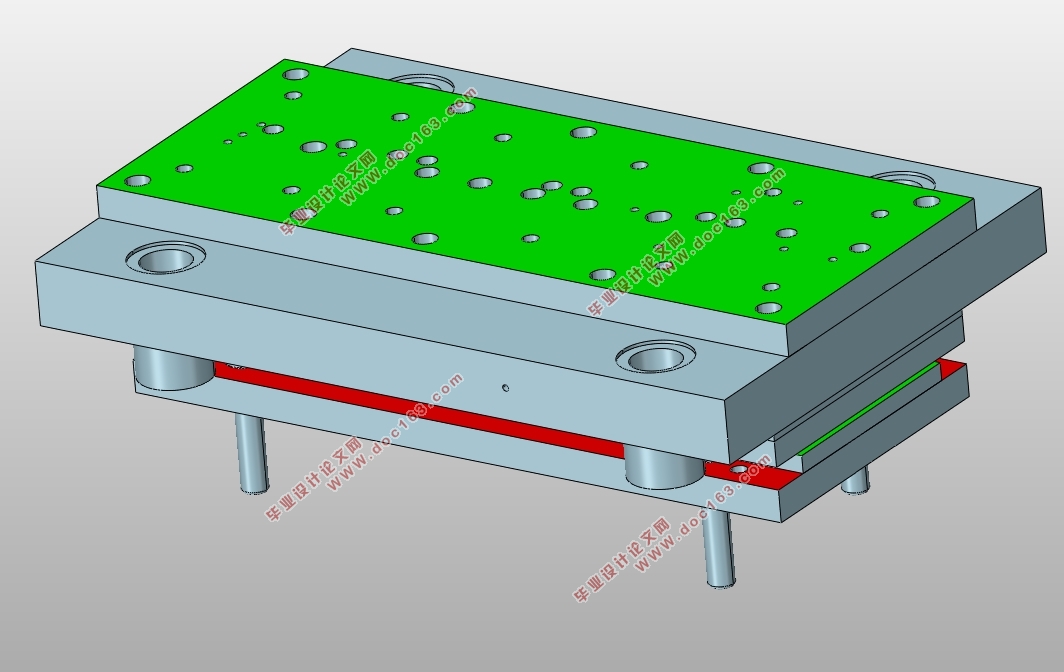
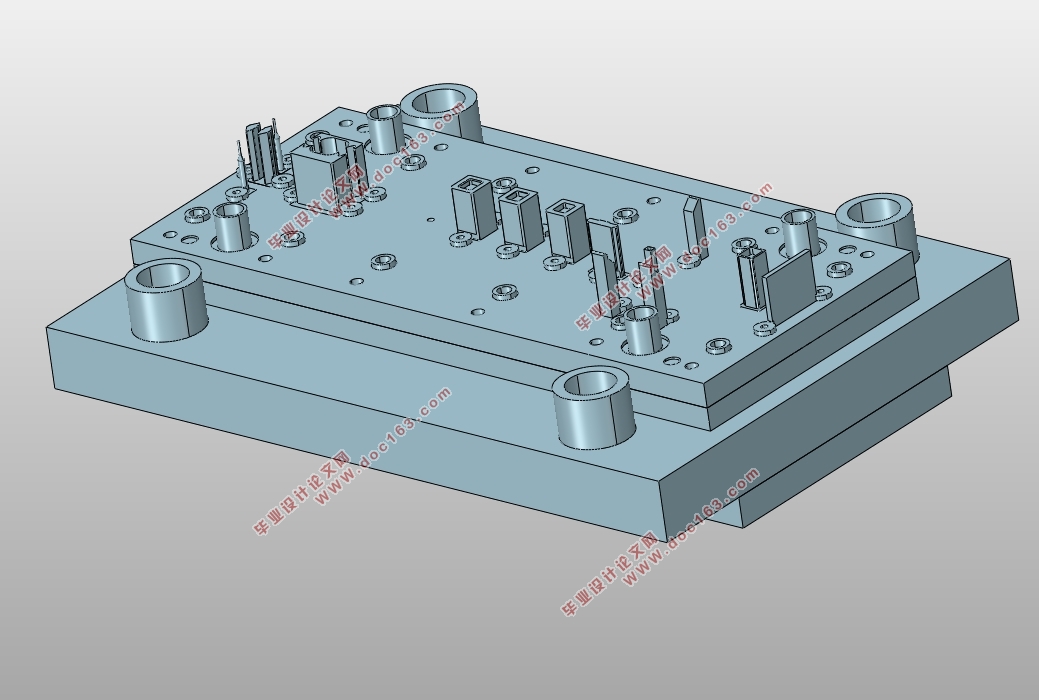
4.5 三维模型的建立 23
4.6 本章小结 24
第5章拉伸件成形过程的有限元分析 25
5.1 引言 25
5.2 DEFOEM-3D软件概述 25
5.3 拉伸件成形模拟过程 25
5.3.1 前处理 25
5.3.2 后处理 28
5.4 本章小结 30
第6章结论与展望 31
6.1 总结 31
6.2 展望 31
参考文献 33
致谢 34
上一篇:灭火器壳注塑模具设计与模具优化(含CAD零件装配图)
下一篇:机械人体秤功能零件传动齿条的模具设计(含CAD零件图装配图)