
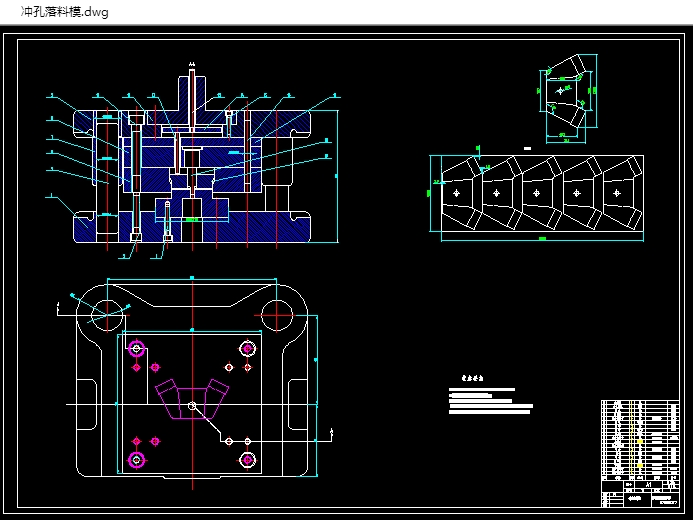
支架零件冲压工艺及冲模设计(含CAD图)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
支架零件冲压工艺及冲模设计(含CAD图)(任务书,开题报告,外文翻译,论文说明书11300字,CAD图纸5张)
摘要: 模具是制造业的重要工艺基础,模具制造属于专用设备制造业。模具技术集合了机械、电子、化学、光学、材料、计算机、精密监测和信息网络等诸多学科,是一个综合性多学科的系统工程。模具技术的发展趋势主要是模具产品向着更大型、更精密、更复杂及更经济的方向发展,模具产品的技术含量不断提高,模具制造周期不断缩短,模具生产朝着信息化、无图化、精细化、自动化的方向发展,模具企业向着技术集成化、设备精良化、产批品牌化、管理信息化、经营国际化的方向发展。
本次设计一套冲空、落料的模具。经过查阅资料,首先对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、推料力、卸料力等计算,确定压力机的型号。再分析对冲裁件加工的模具适用类型选择所需设计的模具。得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。在说明书的第一部分,主要叙述了冲压模具的发展状况,说明冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺分析,完成工艺方案的确定。第二部分,对零件排样图的设计,完成了材料利用率的计算。再进行冲裁工艺力的计算和冲裁模工作部分的设计计算。通过前面的设计方案画出模具各零件图和装配图。
[版权所有:http://think58.com]
关键字: 冲压 落料冲孔 复合膜 模具结构
制件的工艺分析
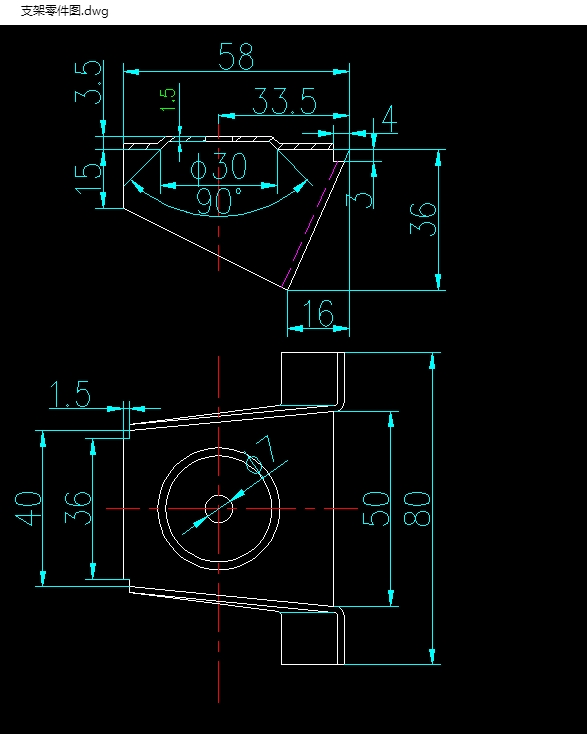
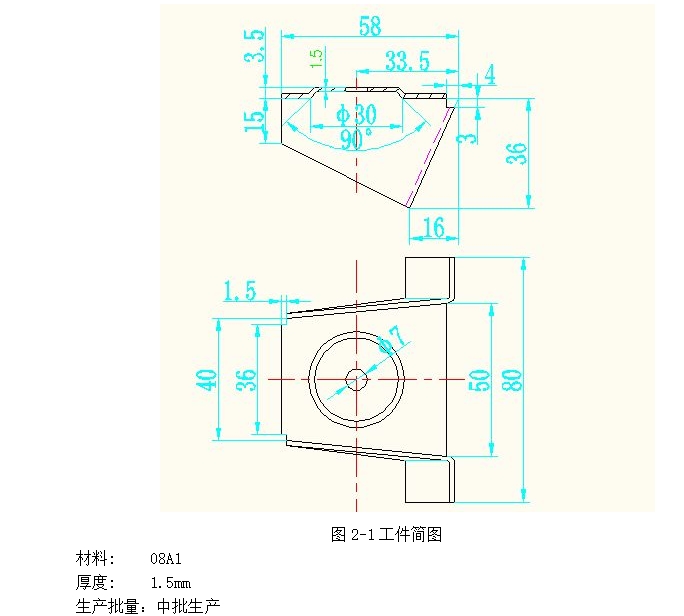
2.1冲压件零件图
材料: 08A1
厚度: 1.5mm
生产批量:中批生产
2.1.1 材料的性能
此设计中的零件材料为08A1优质碳素结构钢冷轧薄钢板 (GB/T13237-1991),此种钢的强度、硬度很低,而塑性、韧性极高,具有良好的冷变形性,所以主要用来制造冷冲压件。其力学性能:抗拉强度 :275~390MPa≥295,屈服强度σs :175MPa,伸长率δ5 : ≥32%,断面收缩率ψ :60%。
2.1.2零件的精度分析
本零件无公差,未注公差尺寸也均按IT14选取,所以普通弯曲和冲裁即可满足零件的精度要求。
2.2成型工艺分析
此工件材料为08A1,厚度为1.5mm。具有良好的冲压性能,适合冲裁及拉深,具有良好的冲压工艺性。该零件端部为尖角,若采用落料工艺,则工艺性较差,根据该零件的装配使用情况,为了改善落料的工艺性,故将四角修改为圆角,取圆角半径为2mm。此外零件的弯折面较长,若能有效地利用过弯曲和校正弯曲来控制回弹,则可以得到形状和尺寸比较准确的零件。腰圆孔边至弯曲半径R中心的距离为2.5mm。大于材料厚度 (1.5mm),从而腰圆孔位于变形区之外,弯曲时不会引起孔变形,故该孔可在弯曲前冲出。 [来源:http://www.think58.com]
首先根据零件形状确定冲压工序类型和选择工序顺序。冲压该零件需要的基本工序有落料、冲孔、弯曲和拉深。其中弯曲决定了零件的总体形状和尺寸,因此选择合理的弯曲方法十分重要。
弯曲变形的方法及比较:
第一种方法为一次成形,其优点是用一副模具成形,可以提高生产率,减少所需设备和操作人员。缺点是毛坯的整个面积几乎都参与激烈的变形,零件表面擦伤严重,且擦伤面积大,零件形状与尺寸都不精确,弯曲处变薄严重,这些缺陷将随零件“腿”长的增加和“腿”长的减小而愈加明显。
第二种方法是先用一副模具弯曲端部两角,然后在另一副模具上弯曲中间两角。这显然比第一种方法弯曲变形的激烈程度缓和的多,但回弹现象难以控制,且增加了模具、设备和操作人员。
2.3冲裁工艺方案的确定
根据冲压该零件需要的基本工序和弯曲成形的不同方法,可以作出下列各种组合方案。
方案一:落料与冲圆孔复合、弯曲、拉深、切边。其优点是工序比较集中,占用设备和人员少,但回弹难以控制,尺寸和形状不精确,表面擦伤严重。
方案二:落料与冲腰圆孔复合、弯曲端部两角、弯曲中间两角、拉深、切边。其优点是模具结构简单,投产快。回弹比第一种方案小,尺寸和形状精度更高。 [资料来源:THINK58.com]
故本次设计采用第二套方案,即落料冲孔、一次弯形 、二次弯形、拉深、切边。
考虑到时间的关系,本次模具设计只做落料冲孔模具。
[资料来源:http://www.THINK58.com]

目 录
1 绪论 2
1.1 模具工业在国内的发展状况及趋势 2
[版权所有:http://think58.com]
1.2国外模具工业的发展情况 7
1.3课题研究的内容 8
2 制件的工艺分析 9
2.1冲压件零件图 9
2.1.1 材料的性能 9
2.1.2零件的精度分析 10
2.2成型工艺分析 10
2.3冲裁工艺方案的确定 10
2.4主要工艺参数计算 12
2.4.1确定排样方案和计算材料利用率 12
2.5计算各工序冲压力和选择冲压设备 14
3.落料冲孔模具的结构设计 18
3.1凸、凹模刃口尺寸的计算 18
3.1.1落料时凸、凹模刃口尺寸的计算 18
3.1.2冲孔时凸、凹模刃口尺寸的计算 19
3.2选用模架、确定闭合高度及总体尺寸 20
3.3模具各零部件的设计与计算 21
3.3.1凸模设计 21
3.3.2凸模固定板的设计 21
3.3.3垫板的设计 21
[资料来源:www.THINK58.com]
3.3.4定位零件的设计 21
3.3.5连接件与紧固件的选取 22
3.3.6下模板的确定 22
3.4模具材料的选用 22
3.5模具的装配图 24
总 结 25
参考文献 26
致 谢 27 [来源:http://www.think58.com]
上一篇:压形弯爪冲压拉伸复合模模具设计(含CAD零件图装配图)
下一篇:扣板的成形工艺及模具设计(含CAD零件图装配图,UG三维图)