
Z型连接件冲压模具设计(含CAD零件图装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
Z型连接件冲压模具设计(含CAD零件图装配图)(论文说明书12400字,CAD图纸12张)
摘 要
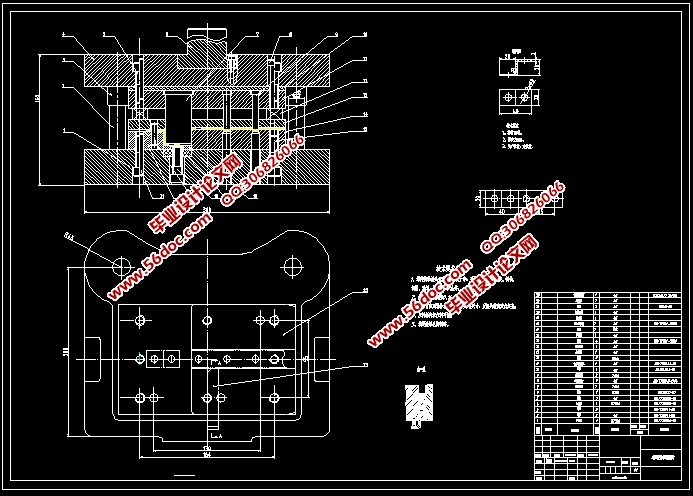
冲压模具结构简单实用,使用方便可靠,根据连接件的几何形状要求、材料和尺寸的分析得出凸模、凹模和凸凹模的结构,采用级进模冲压,这样有利于提高生产效率,模具设计和制造也相对简单。分析该零件的排样形式得出材料利用率,画排样图。计算冲裁力、压力中心和刃口尺寸,再进行总体设计。当所有的参数计算完后,对模具的装配方案,主要零件的设计和装配技术要求进行分析。设计出主要零部件,再对标准件进行选取与加工制造。最后选择压力机,校核压力机是否合理。在设计过程中除了设计说明书外,还包括模具的装配图和零件图。
关键词:级进模;冲压;Z型连接件;
2 冲压冲裁件的工业分析
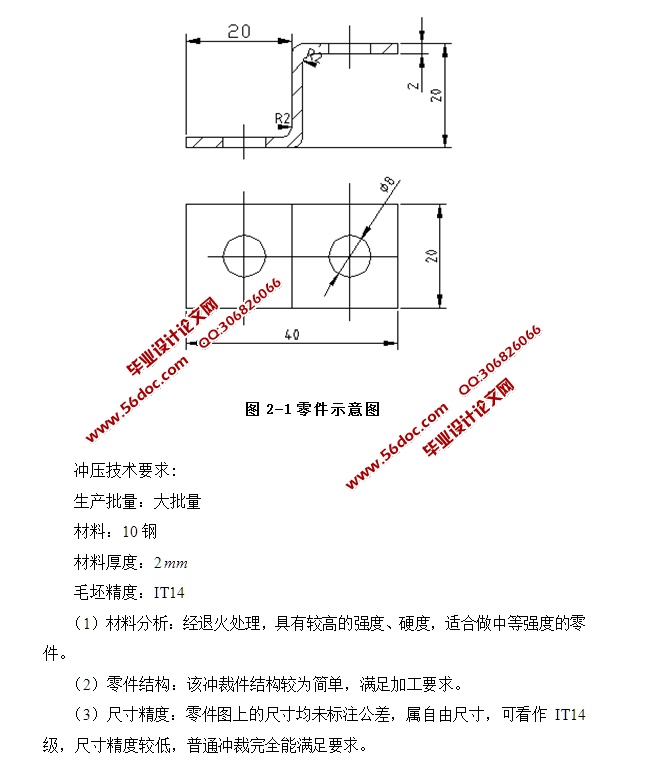
冲压技术要求:
生产批量:大批量
材料:10钢
材料厚度:2
毛坯精度:IT14
(1)材料分析:经退火处理,具有较高的强度、硬度,适合做中等强度的零件。
(2)零件结构:该冲裁件结构较为简单,满足加工要求。
(3)尺寸精度:零件图上的尺寸均未标注公差,属自由尺寸,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。 [版权所有:http://think58.com]
(4)冲压工序:根据零件图可知有内孔所以采用冲孔,零件的外形轮廓采用落料,最后进行弯曲。
2.1 确定工艺方案
根据制件的工艺分析,其基本工序有落料、冲孔、弯曲三道基本工序,按其先后顺序组合,可以如下几种方案;
(1)落料——弯曲——冲孔;单工序模冲压。
(2)落料——冲孔——弯曲;单工序模冲压。
(3)冲孔——落料——弯曲;连续模冲压。
(4)冲孔——落料——弯曲;复合模冲压。
方案1.2.属于单工序模冲裁工序冲裁模指在压力机一次行程内。完成一个冲压工序的冲裁模。由于此制件生产批量大,尺寸又较这两种方案生产效率较低,操作也不安全,劳动强度大,故不宜采用。
方案3也只需要一副模具,生产效率高,操作方便,工件精度也能满足要求。
方案4只需要一副模具,模具结构复杂,加工难度大。
综上所诉,该件的冲压生产采用方案三为佳。
[来源:http://www.think58.com]

目 录
1 绪论 1
2 冲压冲裁件的工业分析 2 [资料来源:THINK58.com]
2.1 确定工艺方案 3
3 冲压模具总体结构设计 4
3.1 模具类型 4
3.2 定位方式 4
3.3 卸料与出件方式 4
3.4 导向方式的选择 4
4 模具设计工艺计算 5
4.1 计算毛坯尺寸 5
4.2 排样方式的选择 6
4.3 搭边值的确定 6
4.4 材料利用率的计算 7
4.5 冲压力与弯曲力计算 8
4.5.1 计算冲裁力的公式 8
4.5.2 冲孔力的计算 10
4.5.3 弯曲应力的计算 10
4.5.4 总的冲压力的计算 10
4.6 模具压力中心与计算 11
4.7 冲裁模间隙的确定 12
4.8 凸凹模刃口尺寸的计算方法 13
4.9 计算凸、凹模刃口的尺寸 13
4.10 冲裁刃口高度 18
5 主要零部件的设计 19 [资料来源:http://www.THINK58.com]
5.1 工作零件的结构设计 19
5.1.1 凹模的设计 19
5.1.2 凹模材料的确定 21
5.1.3 外形凸模的设计 21
5.1.4 内孔凸模的设计 21
5.1.5 凸、凹模的设计 22
5.1.6 卸料板的设计 22
5.1.7 卸料弹簧的设计 22
5.2 模架及其他零件的设计 24
5.2.1 上下模座 24
5.3 模具的闭合高度 25
6 弯曲件结构与工艺分析 26
6.1 最小相对弯曲半径rmin/t 26
6.2 弯曲件的孔边距 26
6.3 弯曲件的几何形状 27
7 弯曲部分模具设计 28
7.1 弯曲件的工序安排 28
7.2 弯曲部分的结构设计 28
7.3 弯曲部分工作尺寸的计算 28
7.3.1 凹模圆角半径 28
7.3.2 弯曲凸、凹模间隙 28 [资料来源:http://THINK58.com]
7.4 凸、凹模横向尺寸的确定 29
8 冲压设备的校核与选定 32
8.1 冲压设备的校核 32
8.2 模柄的选取 32
8.3 压力机的选取 32
9 模具总装图 34
结 论 35
参考文献 36
致 谢 37
附 录 38
附录A 38
附录B 39