
�������ģ�����������(����ģ����)(������¼)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
ժ Ҫ
�ҹ���ѹģ�������������ϣ������������������������ȷ��涼�����˺ܴ�չ�������������������Ƚ�ˮƽ��ȣ�����Ժܴ�һЩ���͡����ܡ����ӡ��������ĸߵ�ģ��ÿ���Դ������ڣ��ر����иߵ��γ��ĸ��Ǽ�ģ�ߣ�Ŀǰ����Ҫ�������ڡ����ֻ������ģ���˲Ų�����С�ҹ�ͬ�������֮��ľ��롣
��α�ҵ�������Ƶ��ǹ������ģ�����õ��Ǽ���ģ�����ġ�����ģ���ֳ�Ϊ�λ����ģ������ģ������ģ��������һ��ģ���ڣ������ӹ��Ĺ�����Ϊ���ɵȾ���Ĺ�λ����ÿ����λ����һ����������ѹ��������ɳ�ѹ����ij���ֵļӹ������ӹ����ϣ����ȼӹ���һ�����ȵ����ϣ�����ij���ͽ�������ÿ���ͽ�һ�����ࡣ�������λ���ƺ�õ�һ�������ij�ѹ��������һ������ģ�У�����������ɳ�á�������������εȹ���һ����˵�����۳�ѹ�����״��ô���ӣ���ѹ���������࣬������һ������ģ�����ɡ�
������ص����ڷ�����ñ��ι��̼���ü�����Ӱ�����صĻ����ϣ���Ҫ���ܳ�ü��Ĺ����Է�����ȷ����ù��շ�����ѡ��ģ�ߵĽṹ��ʽ�����б�Ҫ�Ĺ��ռ��㡢ѡ����ȷ��ģ�ߵ���Ҫ�㲿���Ľṹ��ߴ硢У��ģ�߱պϸ߶ȼ�ѹ�����йز���������ģ����װͼ�����ͼ���������Ƶ���Ҫ���ݡ�
���ڼ���ģ�IJ��ϣ����dz���״�İ�ġ����ϽϺ�������������ʱ���ɼ������ϣ�����������ʱ��Ӧѡ����ϡ����Ͽ����Զ����ϣ��Զ����ϣ���ʹ�ø��ٳ崲�Զ���ѹ������ģ�Բ��ϵĺ�ȺͿ��ȶ����ϸ��Ҫ���ȹ������ϲ��ܽ���ģ�ߵĵ��ϰ��ͨ�в��������ȹ�С��Ӱ�춨λ���ȣ����������С�ģ�������
������Ʋ���������Ϥ�˿α���ѧ��֪ʶ�����������˰���ѧ����֪ʶ���õ�ʵ�����У��������˽��˼���ģ��Ƶ�ȫ���̺ͼӹ�ʵ���ĸ���Ҫ�㡣 [��Դ��http://www.think58.com]
����������������
���ϣ�Q235-A��
���Ϻ�ȣ�2mm
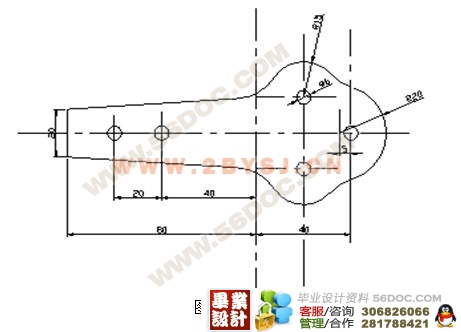
�˹���ֻ�����Ϻͳ������������ΪQ235-A�֣��������õij�ѹ���ܣ��ʺϳ�á������ṹ��Լ������ �Ŀף�����ס������Ե֮��ľ���Ҳ����Ҫ����С�ں�Ϊ10mm�����3�� �Ŀ�֮����С��2�� ��֮��ıں������ijߴ�ȫ��Ϊ���ɹ���ɿ���IT14�����ߴ羫�Ƚϵͣ���ͨ�����ȫ������Ҫ��
��ù��շ�����ȷ����
�ù����������ϡ�������������������������ֹ��շ�����
����һ�������ϣ����ס����õ�����ģ������
�����������ϡ�����ϳ�ѹ�����ø���ģ������
����������ס����ϼ�����ѹ�����ü���ģ������
����һ��ģ�߽ṹ������Ҫ������������ģ�ߣ��ɱ��ϸ߶�����Ч�ʵͣ�������������������Ҫ��
��������ֻ��һ��ģ�ߣ������ľ��ȼ�����Ч�ʶ��ϸߣ���������С�ں�3.5mm�ӽ�����ģ������С�ں�3.2mmģ��ǿ�Ƚϲ�����Ѷȴ��ҳ�ѹ���Ʒ������ģ���ϣ�������ģ���ϵ�����ʱ��Ӱ���ѹ�ٶȣ��������㡣
��������Ҳֻ��һ��ģ�ߣ�����Ч�ʸߣ��������㣬��������Ҳ������Ҫ��ͨ�����������ַ����ķ����Ƚϣ��ü��ij�ѹ�������÷�����Ϊ�ѡ� [������Դ��www.THINK58.com]
����������ȷ��������
��Ƽ���ģ������Ҫ������ϵ�����ͼ����������״����һͷ��һͷС���ص㣬ֱ����ʱ���������ʵͣ�Ӧ����ֱ����������ͼ2��ʾ��������������Ƴɸ�λ��ѹ���������ؼ��ٷ��ϡ���λ��ѹ���ǽ���һ���ѹ�Ժ������ˮƽ������ת1800���ٳ�ڶ��飬�ڵ�һ�γ�õļ�϶�г�ó��ڶ����ֹ��������ֵȡ2.5mm��3.5mm�����Ͽ���Ϊ143mm����Ϊ96mm��һ������IJ���������Ϊ63%�����ı�����ѡ1000mmX2550mm�ĸְ壬ÿ�Ÿְ�ɼ���Ϊ7�����ϣ�143mmX2550mm��,ÿ�����Ͽɳ�60�������� [������Դ��http://THINK58.com]


Ŀ¼
ժ Ҫ 3
�� �� 4
1 ��ѹ�������Է�������÷�����ȷ�� 5
2��Ҫ��Ƽ��� 7
2.1 ����������ȷ�������� 7
2.2 ��ѹ���ļ��� 9
2.3 ѹ�����ĵ�ȷ������ؼ��� 10
2.4 ��������пڳߴ���� 11
2.5 ������ 14
3ģ��������� 16
3.1 ģ�����͵�ѡ�� 16
3.2 ��λ��ʽ��ѡ�� 16
3.3 ж�ϩp����������ʽ��ѡ�� 16
4 ����Ľṹ��� 18
4.1 ����ģ����� 18
4.2 ���ģ����� 18
4.3 ��ģ����� 19
5ģ�߲��ϵ�ѡ�ü������㲿������� 21
5.1 ģ�߲��ϵ�ѡ�� 21
5.2 ��������� 22
5.3 �ϰ弰ж�ϲ�������� 23 [������Դ��http://www.THINK58.com]
(��ҵ��� )
5.4 ģ�ܼ������㲿������� 23
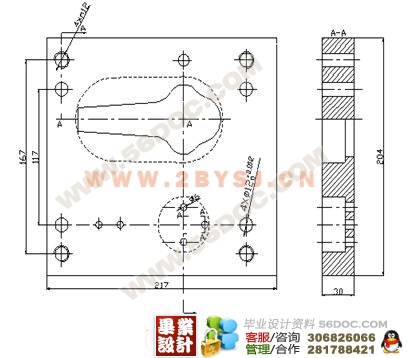
6 ģ����װͼ���豸��ѡ�� 25
6.1ģ�ߵ���װͼ 25
6.2 �豸��ѡ�� 26
7 ģ������ӹ����� 27
8 ģ�ߵ�װ��ͳ��ģ�ߵ��Գ� 29
8.1 ģ�ߵ�װ�� 29
8.2 ���ģ�ߵ��Գ� 30
�ܽ� 33
��л 34
����� 35
�����
��1�� �ų�Ӣ.����ѹģ�������졷 ��������ѧ��ҵ������2003.6
��2�� ��ѧ��.��ģ��ʶͼ����ͼ�� ��������ѧ��ҵ������ 2003.6
��3�� ������.����е���켼���� ��������ѧ��ҵ������ 2003.7
��4�� ����.��ʵ�ó�ģ�ṹͼ�����ѹ�¹�����ͼ�����������ٲ������ֲᡷ �����ƴ���ӳ����� 2004.8
��5�� ������.����ģ���Ӧ��ʵ���� ��е��ҵ������ 2003.8
��6�� ������ .����ģ����ֲᡷ ��е��ҵ������ 2002.5
��7�� �����.�����³�ѹ�¹����¼������ģ���ͼ������������ʵ��Ӧ���ֲᡷ ��е��ҵ������ 2003.9
[8] ����.�����ѹģ�����ָ������е��ҵ������ 1998.10
[9] ����.����ģ���Ӧ��ʵ���� ģ��ʵ�ü��������ί��� ��е������
[10] ����������.�����ѹģ����������졷 �������պ����ѧ������ 2005.4
[11] �ɺ�.����ѹ������ģ����ơ� �ߵȽ��������� 2006.7 [������Դ��www.THINK58.com]
[12] ����Ӣ�����.��ʵ�ó�ѹ���ռ�ģ������ֲᡷ��е��ҵ������2005.1
[13] ������.����ģ�������ӹ��ٲ��ֲᡵ����е��ҵ������2005.7
[14] ������.������ѹģ���豸������е��ҵ������2005.1
[������Դ��www.THINK58.com]