
基于FANUC的曲轴内铣控制系统设计及应用(自动化)(附加工程序)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘要
针对FKP20曲轴内铣机床双通道六坐标轴特点,提出了利用双FANUC-0M系统改造方案。各坐标轴均配置光栅尺构成全闭环控制,对个别出现振荡的轴采用双位置反馈控制方式。两系统间采用M代码实现同步控制。通过设计好的PMC程序完成坐标轴自动回零操作。利用专门的中断型宏程序完成刀盘回中心动作,满足了设计要求。经实践证明机床的数控改造取得了成功。
关键词:数控、改造、曲轴内铣
Abstract
Double 0M systems are applied in retrofit of FKP20 internal crankshaft milling in order to meet the requirement on 2 channel 6 axes. Linear encoders are equipped for full close-loop control. Synchronization between 2 systems is base on M code. To the individually vibrating axis adopt the double position feedback control mode. Through the PMC procedure which had designed complete the axis to return to the reference point, Designed the special interruptive macro procedure to make the cutter return to the center. The practical application shows that the retrofit is successful.
Key word:CNC、Retrofit、Crankshaft milling
[资料来源:http://think58.com]
本课题的主要任务:
1.双0M系统控制方案设计;
2.双系统同步控制;
3.坐标轴自动回零控制程序设计;
4.刀盘回中心程序设计。
利用双FANUC 0M数控系统对FKP20曲轴内铣机床的数控改造已在东风公司康明斯发动机有限公司得到了成功应用,经实践运行考验证明改造是成功的。现对整个设计总结如下:
(1)根据本机床的双通道6坐标轴的特点,提出了利用双FANUC OM系统控制方案。
(2)设计了总体控制方案及系统硬件配置;对个别出现振荡的轴采用了双位置反馈的控制方案,使其达到控制精度要求;完成了系统的硬件连接。
(3)通过M代码实现了双系统的同步控制,并完成了相应的PMC程序设计,满足了内铣的加工工艺要求。
(4)完成了6坐标轴自动回零PMC程序设计,满足了设计要求。
(5)通过专门中断型宏程序,完成了紧急情况下刀盘回中心动作,达到了设计要求。
[版权所有:http://think58.com]


[资料来源:http://THINK58.com]
目录 17000字
第一章 概述 1
1.1 引言 1
1.2. 课题的研究背景 1
1.3. 课题的来源、内容 2
1.4 曲轴加工技术及其特点 2
1.4.1曲轴车削技术 2
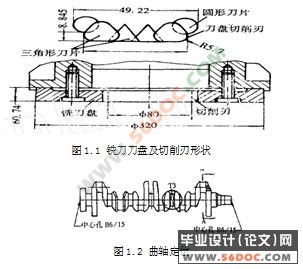
1.4.2曲轴铣削技术 3
第二章 机床概况及系统选型 6
2.1 机床基本概况 6
2.2 数控系统的选择 6
2.3 FANUC-0C系统的主要特点 8
第三章 双0M系统控制方案设计 10
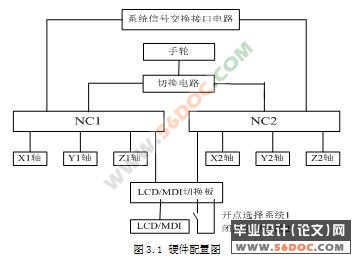
3.1. 系统总体控制方案 10
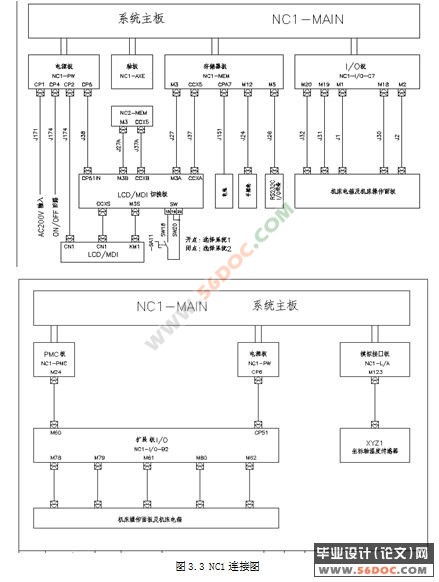
3.2. 系统硬件连接 11
3.2.1. 系统的基本结构 11
3.2.2. 系统连接总图 13
3.3. 全闭环控制回路设计 16
[来源:http://www.think58.com]
第四章 双系统同步控制 18
4.1. 总体设计思想 18
4.2. 同步信号传送 18
4.3. PMC程序设计 20
4.3.1. NC1 PMC程序 20
4.3.2. NC2 PMC程序 23
第五章 坐标轴自动回零控制程序设计 25
5.1. 总体设计思想 25
5.2. 回零顺序 25
5.2.1. XYZ1回零顺序 25
5.2.2. XYZ2回零顺序 26
5.3. 回零方式 27
5.4. XY坐标轴中心 28
第六章 刀盘回中心程序设计 32
6.1. 总体设计思想 32
6.2. 中断型宏程序设计 32
[资料来源:http://THINK58.com]
6.3. 中断信号产生条件 34
第七章 结论 35
结束语 36
致谢 37
参考文献 38
附录 39
[来源:http://think58.com]