
基于FANUC的曲轴主轴颈内铣功能开发设计(自动化)(附加工程序)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘要
本课题针对FKP20内铣专用机床,进行了全面的电气改造,提出了FANUC-0i-MC数控系统的控制方案。在数控系统上运用宏程序技术开发了基于几何形状、刀具信息、切削工艺参数、刀具补偿等数据的固定循环,并在此基础上编写了6B、4B曲轴主轴颈加工程序。改造后的内铣专用机床满足了康明斯6B、4B曲轴主轴颈内铣加工的工艺要求。
关键词:数控系统;内铣;几何形状;刀具信息;切削工艺参数;刀具补偿
Abstract
This task aims at FKP20 internal Milling Machine, conducted a comprehensive transformation of the electric, put forward The FANUC-0i-MC numerical control project. Numerical control system using Macro technology development based on geometry shape, tool information, cutting parameters, Cutter compensation data fixed cycle, and in this on the basis of the 6B、4B crankshaft axis neck processing. After transformation with internal milling machine to meet the Cummins 6B、4B carotid crankshaft axis milling process requirements.
Keywords: numerical control system; internal milling; geometry shape; cutting parameters; Cutter compensation [资料来源:http://think58.com]
FKP20数控内铣专用机床的电气改造已竣工,现用于东风康明斯曲轴主轴颈的加工。通过几个月的运行,主轴颈的初加工完全符合要求。现对本课题总结如下:
1.通过对FANUC数控宏程序的学习和掌握,运用用户宏程序编制了曲轴主轴颈的内铣固定循环。
2.通过对FANUC-Oi-MC操作手册的学习,编制了主轴颈刀具补偿的人机友好界面,并解决了变量增量补偿的问题。
3.通过现场实际了解曲轴主轴颈的加工工艺流程,在主轴颈固定循环的基础上编制了6B、4B主轴颈的加工程序,满足了康明斯对曲轴工艺的要求。
本课题的主要内容:
(1)掌握FANUC宏程序编制方法;
(2)运用宏程序技术开发曲轴主轴颈内铣固定循环;
(3)主轴颈加工刀具补偿量输入界面设计;
(4)康明斯6B、4B主轴颈加工程序设计。
[来源:http://www.think58.com]
目录 19000字
第一章 概论 1
1.1前言 1
1.2课题来源 2
1.3课题内容 2
1.4曲轴加工技术及其特点 2
1.4.1曲轴车削技术 2
1.4.2曲轴铣削技术 3
1.4.3曲轴车—拉技术 3
第二章 系统基本情况及方案介绍 5
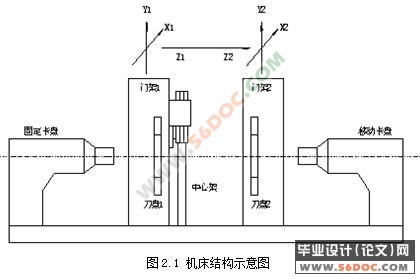
2.1机床基本情况 5
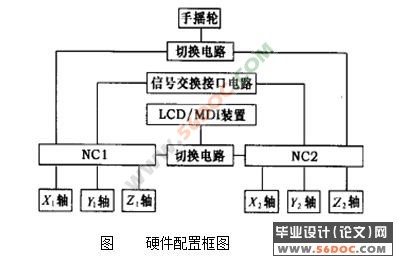
2.2控制方案 5
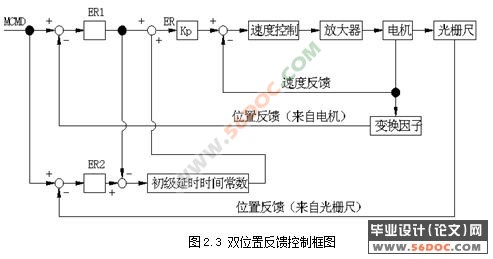
2.3全闭环控制回路 6
第三章 基于FANUC系统的宏程序 8
3.1用户宏程序 8
3.1.1变量 8
3.1.2系统变量 10
3.1.3算数和逻辑运算 11
3.1.4转移和循环 13
3.1.5宏程序语句和NC语句 14
3.2宏程序调用 15
3.2.1宏程序非模态调用 16
3.2.2宏程序模态调用与取消 17
3.2.3用G代码调用宏程序 17
3.2.4用M代码调用宏程序 18
3.3用户宏程序的使用限制 19
第四章 曲轴主轴颈刀具补偿量界面设计 21
4.1显示格式名菜单 21
4.1.1指定菜单标题的宏指令 22
4.1.2指定格式名的宏指令 23
4.1.3格式号选择 23
4.2格式数据显示 24
4.2.1指定格式数据标题 24
4.2.2指定变量名的宏指令 25
4.2.3指定注释的宏指令 26
4.3格式数据输入功能的字符和代码 26
4.4主轴颈刀具补偿界面设计 29
第五章 曲轴主轴颈内铣固定循环开发 33
5.1内铣过程中的难点和重点 33
5.2内铣固定循环设计思路 33
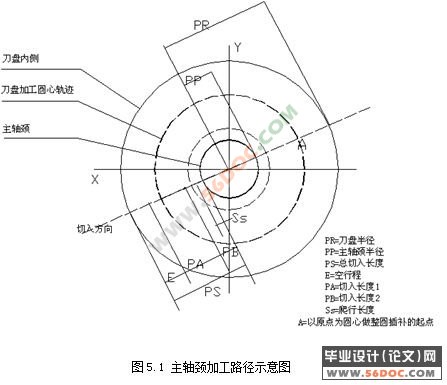
5.2.1加工路线的选择 33
5.2.2主轴颈摆差量的解决 35
5.3内铣固定循环加工程序设计 35
5.3.1宏程序调用格式 36
5.3.2内铣固定循环轨迹流程图 36
5.3.3内铣固定循环加工子程序 37
第六章 刀具补偿数据处理 39
6.1用户变量界面 39
6.1.1用户变量存在的问题 39
6.1.2用户变量问题的解决 39
6.2 刀补传送子程序及刀补检验子程序 41
6.2.1刀补传送子程序 41
6.2.2刀补值检查子程序 42
第七章 主轴颈加工程序设计 45
7.1主轴颈加工中相关M代码说明 45
7.2康明斯6B、4B曲轴主轴颈加工程序 46 [资料来源:THINK58.com]
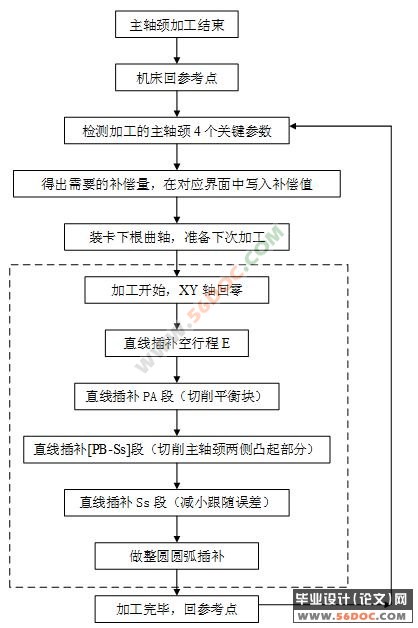
7.2.1主轴颈加工流程图 46
7.2.2 6B主轴颈加工程序清单 48
7.2.3 4B主轴颈加工程序清单 50
第八章 结论 54
结束语 55
致谢 56
参考文献 57
[来源:http://www.think58.com]