
基于FANUC的曲轴连杆颈内铣功能设计(自动化)(附加工宏程序)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘要
FKP20/2曲轴内铣原控制系统为GFM公司专门开发用于内铣加工的控制系统,该系统为用户设计了专门的内铣加工循环及相应的补偿功能。因此,在对该机床数控改造中如何开发内铣加工循环意义十分重要。本课题在FANUC数控系统上运用宏程序开发基于几何形状尺寸、刀具信息、切削工艺参数、刀具补偿等数据编程的固定循环,并为刀具补偿的输入设计了专门的界面。
关键字:宏程序;人机界面;刀具补偿
Abstract
The FKP20/2 crank milling original control system specially developed by GFM Corporation is used in the mill machining control system. The special mill machining circulation and the corresponding compensatory function is designed for this system. Therefore, it is important to know develop mill machining circulation in the mill NC transformation. This topic adopts the macro to develop the fixed circulations based on the data programming on the FANUC numerical control system, such as the geometry shape size, the cutting tool information, the cutting craft parameter, the cutting tool compensation and so on. In addition, a special interface is designed for the cutting compensation input.
Key words: Macro ;Man-machine-interface ; Tool compensation
基于FANUC的曲轴连杆颈功能开发与设计已经成功的应用于数控机床改造,运行良好。先对本次课题总结如下:
(1)针对课题要求,我们为系统设计了专门的内铣加工循环及相应的补偿功能。
(2)本课题课题在FANUC数控系统上运用宏程序开发基于几何形状尺寸、刀具信息、切削工艺参数、刀具补偿等数据编程的固定循环,满足了康明斯6B、4B曲轴连杆颈加工内铣加工的工艺要求。
(3)通过编制宏程序为用户设计了人性化的操作界面。 [来源:http://www.think58.com]
课题来源
公司拥有1台FKP20曲轴内铣机床用于连杆颈加工。此台机床经10余年的使用后,系统不同程度地出现老化、系统故障增多等问题。鉴此情况,公司提出对其连杆颈加工机床进行数控改造。
[资料来源:www.THINK58.com]
课题任务
1.本课题的主要任务:
2.掌握FANUC宏程序编程方法;
3.运用宏程序技术开发曲轴连杆颈内铣固定循环;
4.连杆颈加工刀具补偿量输入界面设计;
5.康明斯6B、4B曲轴连杆颈加工程序设计。


目录 16000字
第一章 概论 1 [资料来源:http://think58.com]
1.1 前言 1
1.2课题来源 1
1.3 课题任务 2
1.4当代数控铣床曲轴加工 2
第二章 宏程序体及其调用方法 5
2.1 宏程序体 5
2.1.1 变量的表示 5
2.1.2 变量的分类 5
2.1.3 变量的引用方法 6
2.1.4 运算及控制指令 6
2.2 宏程序的调用 7
2.3 子程序 7
2.3.1 子程序的定义格式及应用 7
2.3.2 子程序的构成 8
2.3.3 子程序的调用格式 8
2.4 绝对值编程和增量值编程(G90,G91) 9
第三章 曲轴连杆颈内铣循环开发 10
3.1 机床及曲轴介绍 10
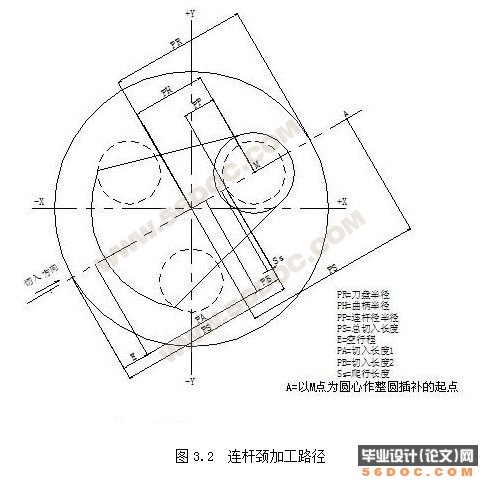
3.2 连杆加工轨迹 10
3.3 刀具补偿 12
3.3.1 刀具补偿的必要性 12
3.3.2 FANUC系统的刀具补偿 12
3.3.3 补偿的设计 13
3.4 连杆加工设计 16
3.5 刀补的传送和刀补值的检查 17
3.6 循环加工程序设计 17
第四章 曲轴连杆颈刀具补偿量界面设计 20
4.1 显示格式名菜单 20
4.1.1 指定菜单标题的宏指令 21 [资料来源:http://THINK58.com]
4.1.2 指定格式名的宏指令 21
4.1.3 格式号选择 22
4.2 格式数据显示 22
4.2.1 指定格式数据标题 23
4.2.2 指定变量名的宏指令 24
4.2.3 指定注释的宏程序 24
4.3 格式数据输入功能的字符和代码 25
4.4 连杆颈刀具补偿界面设计 27
4.5 圆弧插补(G02,G03) 29
第五章 康明斯6B、4B曲轴连杆颈加工程序设计 31
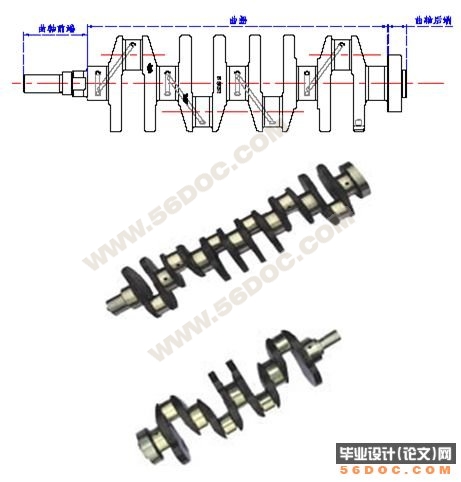
5.1 曲轴和内铣加工曲轴 31
5.1.1 曲轴外观图 31
5.1.2 双刀盘加工曲轴 32
5.2 曲轴连杆加工宏程序的设计 32
5.2.1 机床基本情况 32
5.2.2 辅助功能(M功能) 32
5.2.3 曲轴连杆内铣加工流程图 34
5.2.4 连杆加工宏程序: 36
第六章 结论 48
结束语 49
致谢 50
参考文献 51
[版权所有:http://think58.com]