
厚0.3mm08钢保持架的冲压模具设计(含CAD零件图装配图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
厚0.3mm08钢保持架的冲压模具设计(含CAD零件图装配图)(任务书,开题报告,外文翻译,周进展报告,论文说明书10000字,CAD图7张)
摘要
本次设计的模具是冲压模具,冲压模具是现代工业中最重要的一部分,也是众多工业的基础。本文所使用的加工方法是复合冲压法,模具类型设计为复合模。复合模结构简单,工作效率高,也易于安装生产。
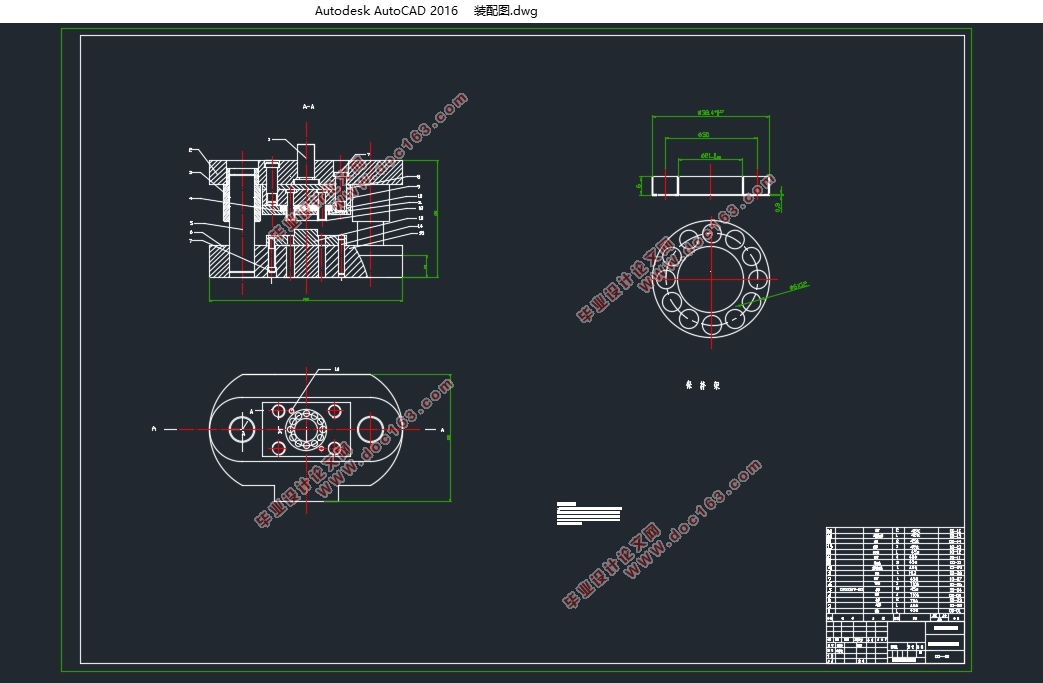
本文是将轴承保持架作为设计对象,材料使用08钢,通过计算、设计、绘图、加工对其进行大量生产。设计过程中主要对凹凸模进行设计计算,然后计算冲裁力、推件力、卸料力等。使用Auto CAD软件,根据已经得到的设计数据进行绘制,包括模具的装配图和零件图。
通过对冲压工艺方案的设计和优化、冲压模具的设计、凹凸模的设计计算,使材料利用率更高、冲压件寿命更久、生产效率更高。
关键词:冲压模具;保持架;复合模;冲裁力;凹凸模;
Stamping Die Design of 0.3mm08 Steel Cage
Abstract
The molds designed this time are stamping dies. Stamping dies are the most important part of modern industry and are the foundation of many industries. The processing method used in this paper is a composite stamping method, and the mold type is designed as a composite mold. The composite mold has a simple structure, high work efficiency, and easy installation and production.
[资料来源:www.THINK58.com]
In this paper, the bearing cage is used as a design object, and 08 steel is used as material, and it is mass-produced through calculation, design, drawing, and processing. In the design process, the design of concave-convex die is mainly calculated, and then punching force, pushing force, and unloading force are calculated. Using Auto CAD software, drawing is done based on the design data that has been obtained, including the assembly drawing and part drawing of the mold.
Through the design and optimization of the stamping process plan, the design of the stamping die, and the design and calculation of the concave-convex die, the material utilization rate is higher, the stamping part has a longer life, and the production efficiency is higher.
Keywords: stamping die; retainer; compound die; punching force;
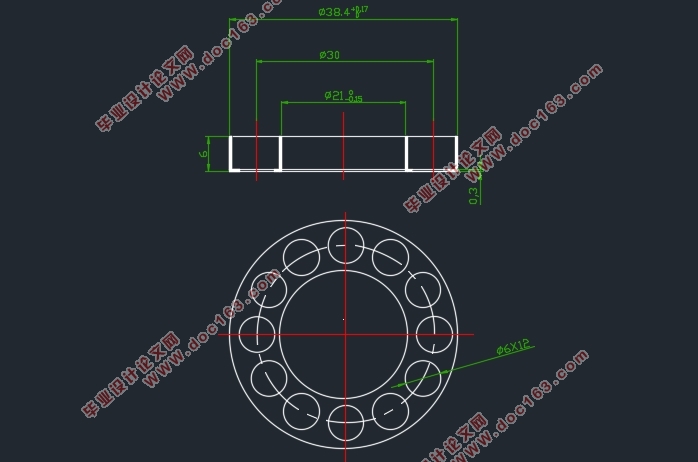
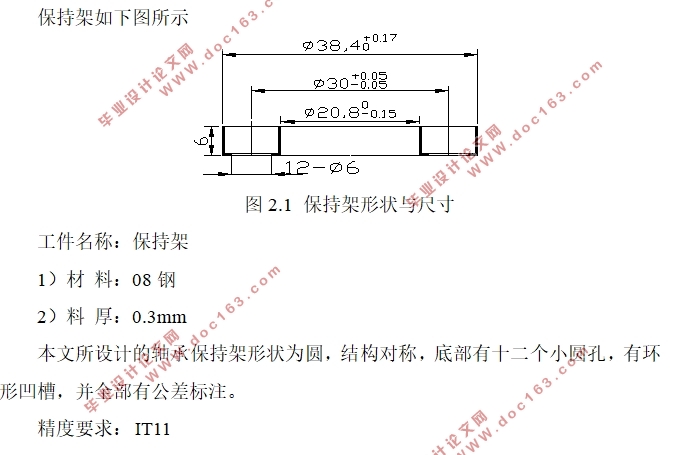
工件名称:保持架
1)材 料:08钢 [资料来源:http://www.THINK58.com]
2)料 厚:0.3mm
本文所设计的轴承保持架形状为圆,结构对称,底部有十二个小圆孔,有环形凹槽,并全部有公差标注。
精度要求:
2.2制定冲压工艺方案
基本工序:落料、拉伸、切边、冲孔、翻遍。
三种工艺方案,如下:
方案1:落料→拉深复合→冲中间预制孔→冲均布的十二个孔→切边复合。
用复合模生产。
方案2:落料→冲孔→拉伸→翻遍→冲均布的十二个孔。使用单工序模生产。
方案3:落料→冲孔→翻遍→拉伸→冲均布的十二个孔。使用单工序模生产。
三种方案的比较分析:
第一种方案分析:落料拉深复合模,结构简便,设计难度较小且制造方便,生产效率高。并且零件都是标准件,经济性高,也适合大批量生产,精度也满足要求。
第二种方案分析:使用单工序模占用设备多,生产耗时长,不经济,不适合大批量生产。
第三种方案分析:使用单工序模,但其设计制造困难,价格高,经济性较差。
综上,选择第一种方案,以落料、拉深、冲孔、切边为主要工序做一个复合模。
[资料来源:http://www.THINK58.com]
目录
摘要 III
ABSTRACT IV
第一章 绪 论 1
1.1 国内模具现状以及发展趋势 1
1.1.1国内模具发展现状 1
1.1.2冲压模具制造技术的发展趋势 2
1.1.3研究现状 3
1.1.4研究内容和论文结构 3
第二章 冲压工艺的分析及方案的确定 5
2.1工艺分析 5
2.2制定冲压工艺方案 5
第三章 工艺力计算与冲压设备的选用 7
3.1 确定毛坯形状和计算毛坯尺寸 7
3.1.1修边余量 7
3.2排样设计 7
3.2.1排样方案的确定 7
3.2.2搭边值的确定 7
3.3落料工艺力的计算 8
3.3.1冲裁力的计算 8
3.3.2推件力的计算 8
3.4 拉深工艺的计算 9
3.5计算翻边工艺力 9
3.5.1翻边次数的确定 9 [资料来源:THINK58.com]
3.6.冲翻边预制孔和12个孔工艺的计算 11
3.7压力机的选用 12
第四章 模具结构设计 13
4.1落料凸、凹模尺寸的计算 13
4.2 凸、凹模尺寸的计算公式 14
4.1.1凸凹模的设计 14
4.2 拉深凸模和凹模尺寸的计算 14
4.3 计算切边凸模的尺寸 15
4.4翻边凸凹模尺寸的计算 15
4.5模架及闭合高度的确定 16
4.5.1拉深凸模的设计 16
4.6挡料销设计 17
第五章 模具总装图 18
第六章 保持架冲压模具的装配和调试 19
6.1 保持架冲压模具的装配 19
6.1.1 冲压复合模具的装配要求 19
6.1.2 冲压模的安装步骤 19
6.2 冲压复合模具的调试 19
6.2.1 模具调试常见的问题以及解决方法 19
第七章 经济性分析 20 [资料来源:http://www.THINK58.com]
第八章 结论与展望 21
参 考 文 献 22
致谢 25
上一篇:厚0.5mm10钢阶梯圆筒的冲压模具设计(含CAD零件图装配图)
下一篇:厚4mmH62弯曲片的冲压模具设计(含CAD零件图装配图)