
手机充电器外壳的成形模具设计(含CAD零件图装配图)(附答辩记录)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
手机充电器外壳的成形模具设计(含CAD零件图装配图)(附答辩记录)(论文说明书10000字,CAD图纸12张,答辩记录)
摘要
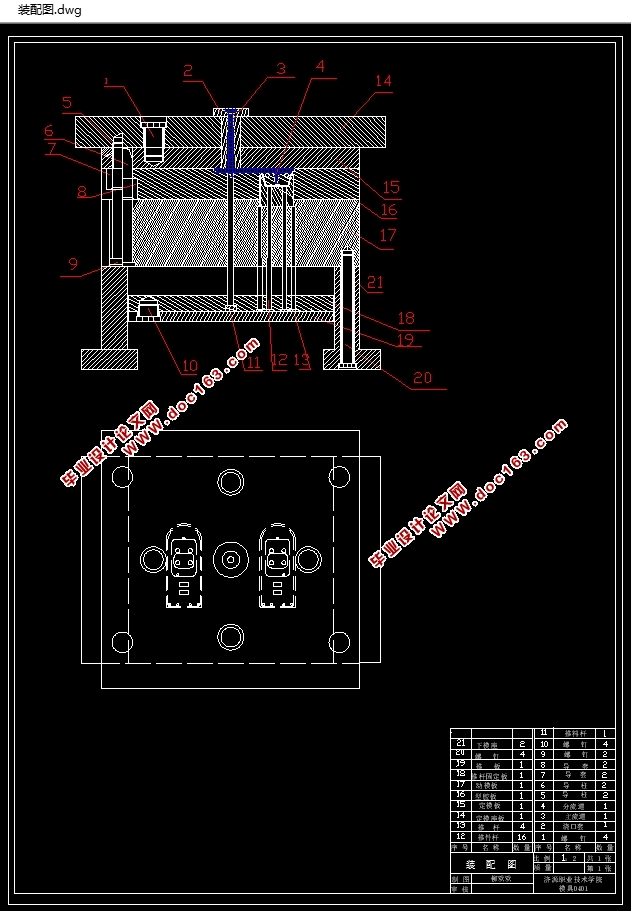
这套设计共花我4周的时间从图书馆查资料、和同学们讨论、分析和整理成文,决定做手机充电器外壳的设计。设计中从材料的选取,工艺分析等来设计的。另外该套模具巧妙的设计了拉料杆,保证了凝料在第一次分型时留在凹模板一侧,顶杆推动推杆固定板时凝料自动脱落,实现了从泣射到塑件被顶出的全自动化,提高了生产效率。滑块上的导轨既起导向功能,出便于安装在凸模板上。由于塑件是壁厚较薄而均匀的塑件,而且,凸模部分有许多孔和凸台,有较大的包紧力,为保正塑件的推出,故设计了多根推杆水平衡推出力。经过生产实践证明,该副模具的开合模动作完全符合设计要求,适于大批量生产。
关键词:分流道、注射、模具
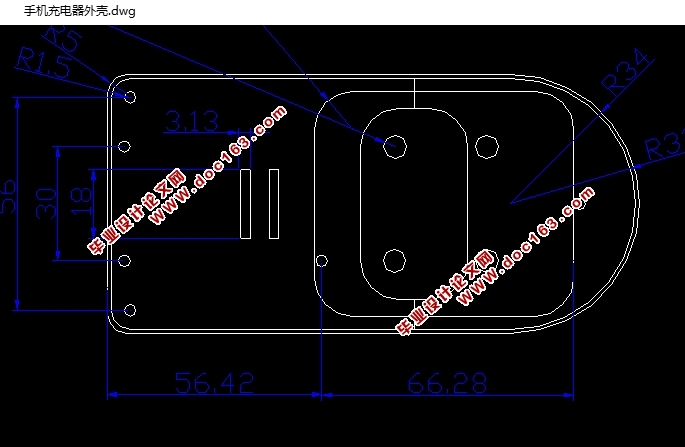
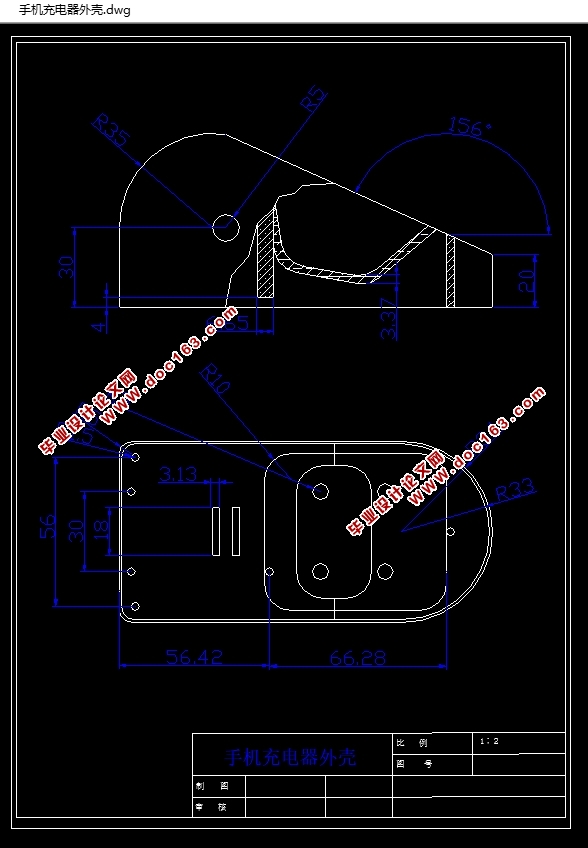
一、塑件工艺分析
1.1 塑件设计要求
该产品用于手机充电器外壳上,要求具有绝缘性的作用。该产品精度及表面粗糙度要求为一般精度,但在加工制造过程中要求各部分有一定配合精度关系。
1.2 塑件生产批量要求
该产品为大批量生产。故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。由于该塑件要求批量大,所以模具采用一模二腔的结构,浇口形式采用侧浇口,由于塑件相对较小,所以可以采用一点进料,以利于充满型腔。相对于大塑件可采用相对于小的塑件大的分流道,以达到同时充模的效果。
[资料来源:http://THINK58.com]
[来源:http://www.think58.com]
目录
摘要 3
前言 4
[资料来源:http://think58.com]
一、塑件工艺分析 5
1.1 塑件设计要求 5
1.2 塑件生产批量要求 5
1.3 塑件的成型要求 5
1.4丙烯腈-丁二烯-苯乙烯共聚物(ABS) 6
1.5材料的确定及相关参数 7
二、基本结构 9
2.1、模具的成形方法 9
2.2、型腔的布置 9
2.3 选择浇注系统 10
2.4 冷却系统的设计 12
2.5确定推出方式 14
2.6侧向抽芯机构 15
2.7模具的结构形式 15
三、模具设计的有关计算 16
3.1注射机的选择 16
3.2、模具成形尺寸设计计算 16
四、注塑机参数校核 18
4.1最大注射量校核 18
4.2 锁模力校核 18
4.3 模具与注塑机安装部分相关尺寸校核 18
4.4 模具闭合高度校核 19
[来源:http://think58.com]
4.5 开模行程校核 19
4.6模具结构、尺寸的设计计算 19
4.7型腔结构 19
4.8型芯结构 21
4.9导向机构 21
4.10复位杆 22
4.11拉料杆 23
4.12推件杆 23
4.13推出结构 24
五、塑料注射模具技术要求及总装技术要求 26
5.1零件的技术要求 26
5.2总装技术要求及装配图 26
结 论 29
致 谢 30
参考文献 31 [来源:http://think58.com]
上一篇:套件材料聚酰胺(PA)的设计(含CAD零件图装配图)
下一篇:筒形瓶盖的拉深模具设计(含CAD零件图装配图)(附答辩记录)