
�����ż���������ģ��ѹģ�����(��CAD���װ��ͼ,UG,PROE��άͼ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
�����ż���������ģ��ѹģ�����(��CAD���װ��ͼ,UG,PROE��άͼ)(������,���ⱨ��,����PPT,����˵����11700��,CADͼֽ4��,UG��άͼ,PROE��άͼ)
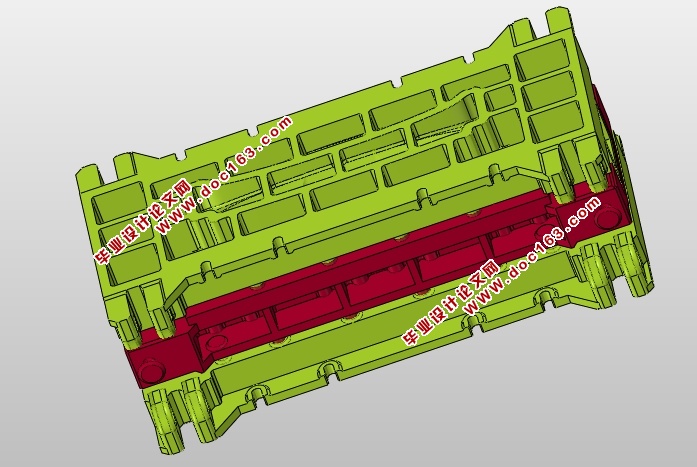
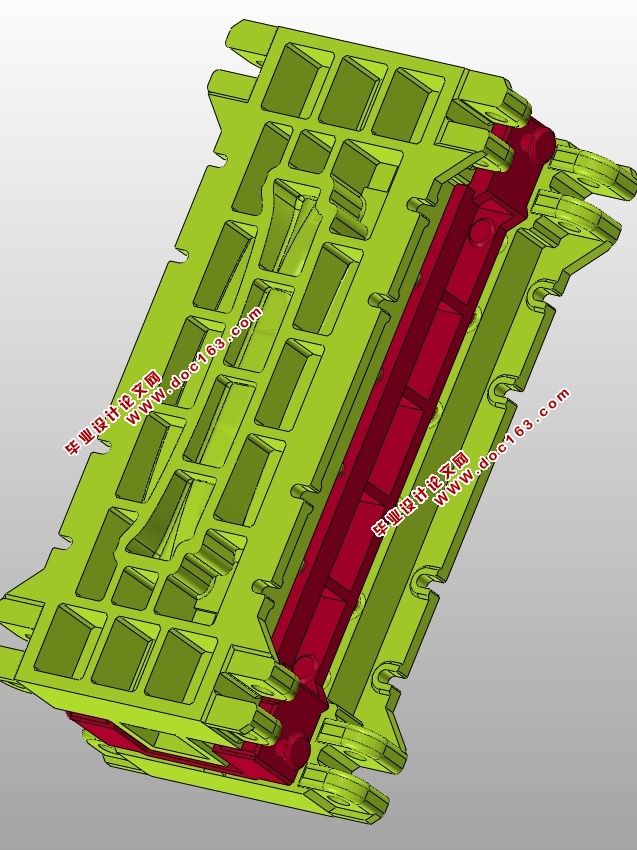
�������ż�Ϊʵ��������ѭ�����ż����������պ�����ƻ���ԭ������ϣ��ƶ��������ż�����ģ�ߵij�ѹ���գ�����ʹ��UG�����Ը����ջ��ڽ�����ƣ�����˰�����ģ�߱������ơ���ͼ������������͡�ģ�ߵ�װ�估�ڼ��ؿס��˴Σ�ֱ����UG����������������ż��������άģ�ͣ�����������ż���ģ����ƣ�����ֱ�ӵķ�ӳ���˸����֮���װ���ϵ��
2 �����ż������ѹ���칤�շ���
2.1 ���������ż�����ij�ѹ���칤����
2.1.1 ����
08�� ���Ϻ�� 1mm
�ɡ���ѹ����ģ����������켼����P19����1-8��
������b 335—450��N/�L²��
����τ 260—360��N/mm²��
����ģ�� E 190000 (N/mm²)
�������s 200 ��N/mm²��
�%�� 32%
[������Դ��http://think58.com]
2.1.2 �ṹ����
������������ż����壬��״�������������棬�����棬���رߵȣ������ǷǶԳƽṹ����Ϊ���ӡ���Ʒ�����Ҫ����������������ɣ���������Ӧ�������졢���졢���������졢���ߵȡ��������ż�����ˮƽ�����в�ͬ��ε�ˮƽ�棬����ͨ�����졢���������칤���Ƴɣ�������ѹ���칤���Ϊ���ӡ�����ײ����һ��ף��ߴ羫����ԱȽϸߡ������ż�����Ӧע��ߴ�֮���Ӱ�죬�Լ�����֮�����Ӱ�졣
2.1.3 �ߴ羫�������ֲڶ�
�ߴ羫�Ȱ�IT12�����ȣ�
����ֲڶ�Rn=12.5
[������Դ��http://THINK58.com]
Ŀ¼
ǰ �� 4
1 ���� 5
1.1 �ҹ���ѹ����ģ��ҵ��չ��״ 5
1.2 �ҹ���ѹ����ģ�����켼����չ���� 5
2 �����ż������ѹ���칤�շ��� 7
2.1 ���������ż�����ij�ѹ���칤���� 7
2.1.1 ���� 7
2.1.2 �ṹ���� 7
2.1.3 �ߴ羫�������ֲڶ� 7
2.2 ȷ����ѹ���칤�շ��� 8
2.3 ģ����ʽ 8
2.4 ë��չ������ 9
2.4.1 ���첿�� 9
2.4.2 �������� 9
2.4.3 �������� ��ֱ����CAD�ó��� 9
3 ��ѹ����ģ��� 10
3.1���ͼ: 10
3.2 ȷ����ѹ���췽��ͳ�ѹ�������� 10
3.2.1 ȷ����ѹ���췽�� 10
3.2.2 ȷ��ѹ������ 11
3.3 ȷ��������� 12
3.4 ȷ��������������� 13
3.4.1 ����� 13
3.4.2 ѹ���� 13
3.4.3 �������ļ��� 13
3.5 ѡ��ѹ���� 14
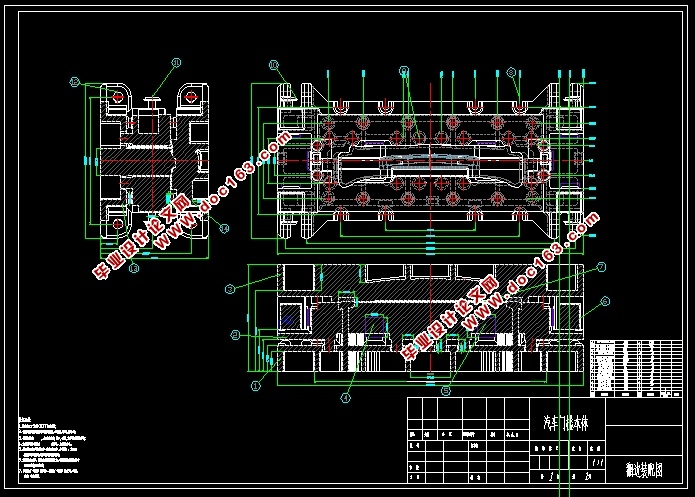
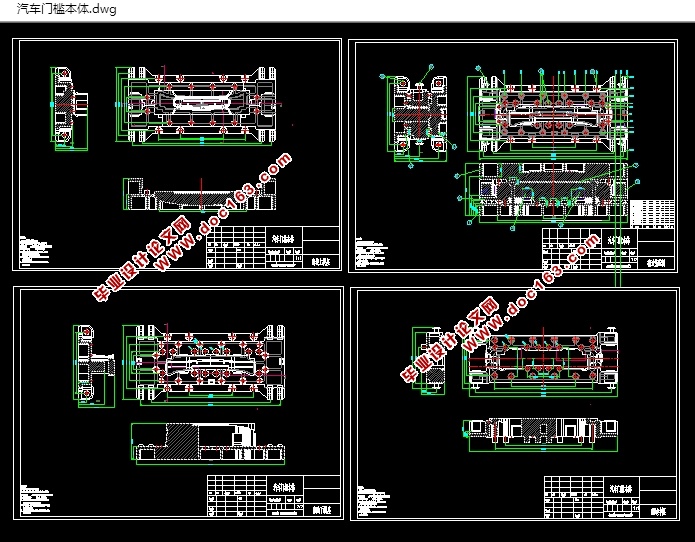
3.6 ����ģ��װ��ͼ 15
3.7 �������ֳߴ���� 15
3.7.1 ���칤�����ֳߴ� 15
3.7.2 ���칤���пڲ��ֳߴ���� 16
3.8 ģ��������� 18
3.8.1 ������� 18
4 ������������ģ��� 21
4.1 ��ѹ���첿�� 21
4.2 �������������ļ��� 22
4.2.1 ��������� 22
4.2.2 ����� 23
4.3 ȷ��ѹ������ 23
4.4 ѡ��ѹ���� 24
4.5 ���������� 25
������ ģ�ߵ�װ�� 26
5.1���ģװ��ļ���Ҫ�� 26
5.2 ��ģװ��Ĺ���Ҫ�� 28
5.3 ��ģװ��˳���ȷ�� 29
5.4 ��ģ�ĵ��� 30
�� �� 31
����� 32
��л 33
��һƪ����������ģ��ע��(ע��)���������(��CAD���ͼװ��ͼ)
��һƪ���вͺа�װ���(�γ����)(��CAD���װ��ͼ)