
端盖的冲孔翻边落料级进摸的设计(含CAD图,CAXA图)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
端盖的冲孔翻边落料级进摸的设计(含CAD图,CAXA图)(论文说明书7700字,CAD图纸17张,CAXA图纸17张)
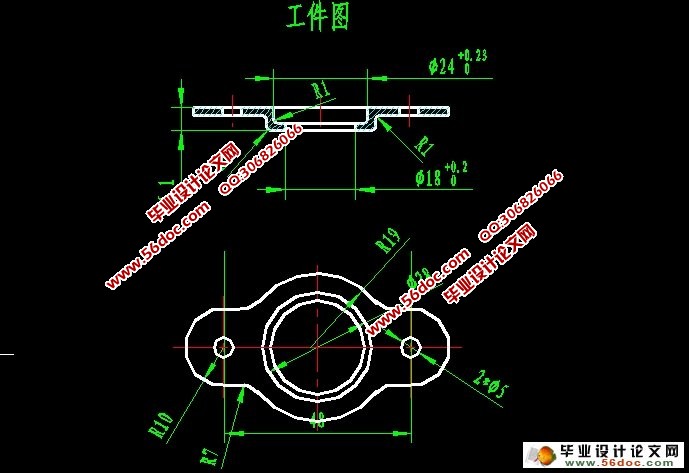
本工件的外形和两个直径为5.0毫米的孔,属于落料、冲孔工序,中间内凹的孔,可采用两种方法冲压。一种是先做浅拉深,然后冲底孔。在进行拉深时,一部分材料冲底面流动出来,另一部分从主板上流动而来,而后者为材料流动的余量,就要增加工件的排样布局,从而造成材料消耗增加。由于拉深的高度不是太大,并且材料较厚,拉深较困难,并且不是太合理。第二种是先冲预孔,再进行冲压。此这属于翻边工序。翻边时材料流动的特点是预孔周围的材料沿圆周方向伸长,使材料变薄;而在径向材料长度几乎没有变化,即材料在径向没有伸长,因此不会引起主板上材料的流动。在排样时只要按正常冲裁设计搭边值即可,可节省材料,所以在设计时,采用第二中方法。
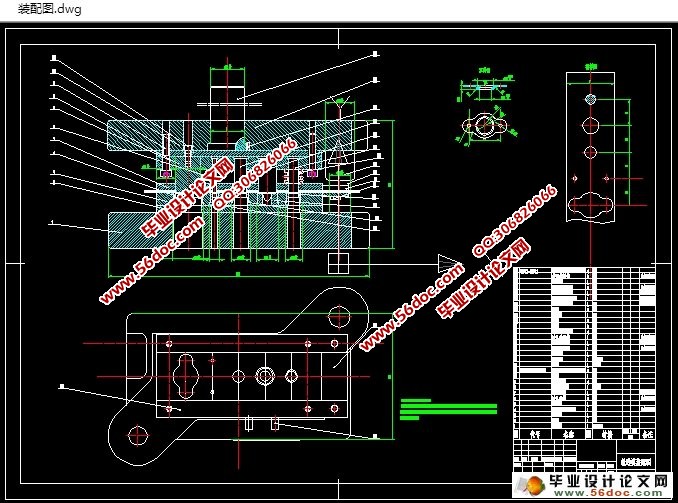
分析了端盖的冲压工艺性,详细介绍了级进模排样方案和总体结构设计,阐述了有关零部件的设计计算方法,以及这套模具所采用的工序—冲孔、翻边、落料。实践证明, 该模具结构灵活、可靠,能保证产品质量,对此类零件的级进模设计有参考价值。
[来源:http://www.think58.com]
[资料来源:http://www.THINK58.com]
下一篇:端盖零件的冲压成形工艺及模具设计(含CAD零件装配图)