
棒料切割机的设计(含CAD装配图,电器原理图)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
棒料切割机的设计(含CAD装配图,电器原理图)(设计说明书9000字,CAD图5张)
摘 要
连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸造在国内外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。连续铸造和普遍铸造法比较有下述优点:
1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;
2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;
3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;
4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
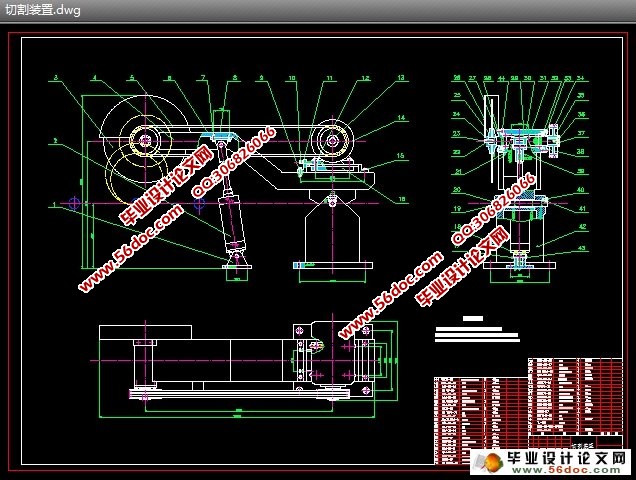
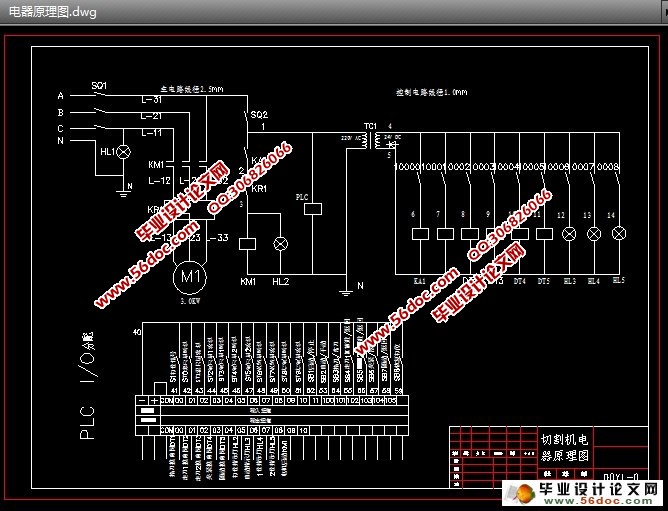
铸棒线割机在连续的铸造中工作,它的工作是由PLC控制电磁阀,使电磁阀控制气缸,并由气缸驱动与其连接的部件,实现对铸棒的准确定长切割,切割后自动返回初始位置。一个切割机分别切割两条铸棒,其切口深度为35mm,然后由压断机进行压断。
铸棒线割机是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。由PLC控制的气动铸棒切割机,其中融合了气压自动控制、机器人技术和PLC控制技术。PLC控制各个气动换向阀的电磁铁,由气缸驱动机械手完成顺序切割过程,实现了机械设计、电器控制和气动控制的有效结合。这种切割机具有控制方便,性能稳定,结构简单,调节、维修方便,生产率高等优点,具有广泛的应用前景。
[版权所有:http://think58.com]
[来源:http://think58.com]


[资料来源:THINK58.com]
目 录
引言
摘要
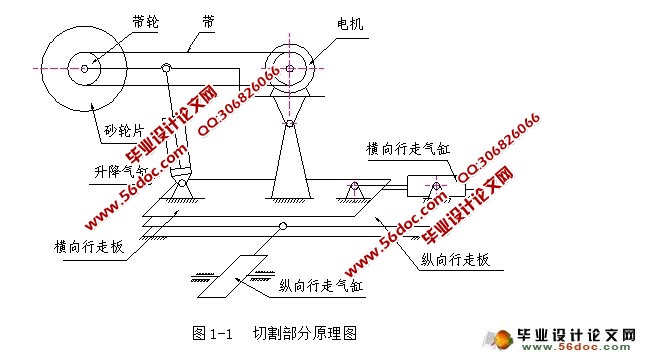
第一章 切割部分设计
1.1设计要求 ……………………………………………………………………… 6
1.2方案设计 ……………………………………………………………………… 6
1.3结构设计 ……………………………………………………………………… 7
第二章 夹紧部分设计
2.1设计要求 ………………………………………………………………………18
[资料来源:http://think58.com]
2.2方案设计 ………………………………………………………………………18
第三章 纵横行走部分设计
3.1设计要求 ………………………………………………………………………20
3.2方案设计 ………………………………………………………………………20
3.3直线导轨的选择计算 …………………………………………………………20
第四章 PLC 概述
4.1可编程控制器PLC的基本原理 ………………………………………………23 [资料来源:www.THINK58.com]
4.2可编程控制器的特点 …………………………………………………………24
第五章 电气控制线路的设计
5.1电气控制线路设计的一般要求 ………………………………………………25
5.2电气控制线路的设计方法 ……………………………………………………25
5.3气动原理图的设计 ………………………………………………………… 26
结 论 …………………………………………………………………………… 30 [来源:http://think58.com]
谢 辞 …………………………………………………………………………… 31
参考文献 ………………………………………………………………………… 32 [版权所有:http://think58.com]