
CA6140填料箱盖的车削加工(工序卡片,数控程序编制)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
这类零件的径向和轴向尺寸较大,一般要求加工外圆、端面几内孔,有时还要求调头加工。为保证加工要求和数控车削时工件装夹的可靠性,应注意加工顺序和装夹方式。如为保证两端内孔的同轴度要求,采取先加工右端面和内孔,并在内孔预留精加工余量0.3mm,然后将工件掉头安装;在镗完左端内孔后,反向镗右端内孔。以保证两孔的同轴度。
零件的作用
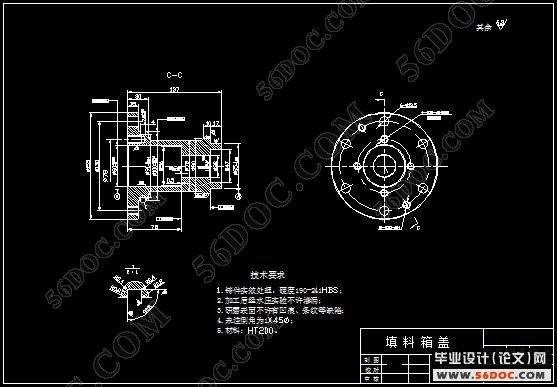
题目所给的零件是CA6140车床填料箱盖 主要作用是保证与填料箱体联接后保证密封,对内表面的加工精度要求比较高,对配合面的表面粗糙度要求也较高。
零件的工艺分析
套类零件的主要加工表面有孔、外圆、和端面。其中孔既是装配基准又是设计基准,加工精度和表面粗糙度要求较高,内外圆之间的同轴度及端面与孔的垂直度也有一定的技术要求。分述如下:
1、以ф65H5( )轴为中心的加工表面。
包括:尺寸为ф65h5( )的轴,表面粗糙度为1.6,尺寸为ф80的与ф65h5( )相接的肩面, 尺寸为ф100f8( )与ф65h5( )同轴度为0.025 的面,尺寸为ф60H8 ( )与ф65h5( )同轴度为0.025的孔。
2、以ф60H8( )孔为中心的加工表面。
尺寸为78与ф60H8( )垂直度为0.012的孔底面,表面粗糙度为0.4,须研磨。 [来源:http://think58.com]
3、 以ф60H8( )孔为中心均匀分布的12孔,6-ф13.5,4-M10-6H深
20孔深24及4-M10-6H。
4、其它未注表面的粗糙度要求为6.3,半精加工即可满足要求。
目 录 10000字
1.零件的分析 1
1.1、零件的作用 1
1.2、零件的工艺分析 1
2.工艺规程设计 2
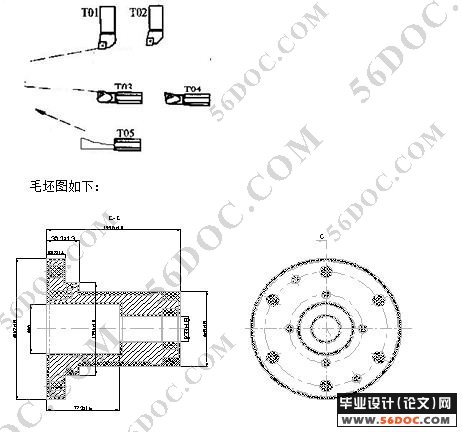
2.1、毛坯的制造形式 2
2.2、基准面的选择 2
2.3、制订工艺路线 2
2.3.1、工艺路线方案一 2
2.3.2、工艺路线方案二 3
2.3.3、工艺方案的比较与分析 3
2.4、机械加工余量、工序尺寸及毛坯尺寸的确定 4
3.选择加工设备与工艺装备(普通) 5
3.1、选择机床 5
3.2、选择夹具 5
3.3、选择刀具 5
3.4、确定工序尺寸 5
3.5、确定切削用量及基本工时 6
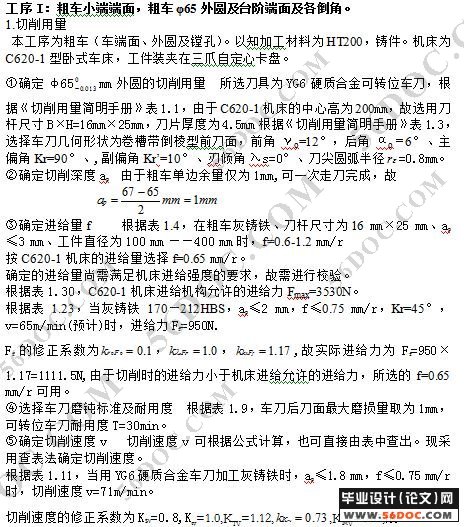
工序I:粗车小端端面,粗车φ65外圆及台阶端面及各倒角。 6 [资料来源:http://www.THINK58.com]
工序II:粗镗孔φ37、φ47。 7
工序III-VI : 粗车大端面、粗车φ155外圆面、粗车左端台阶面、粗镗φ60内孔、底面及沟槽,粗车环槽、粗车φ75、φ100、φ80外圆面及各倒角。 8
工序VII:钻6-φ13.5小孔。 8
工序VIII:钻M10螺纹孔及攻丝(装配时钻铰锥孔)。 9
工序IX:半精车φ65外圆及台阶面。 10
工序X:以φ65mm外圆定位,半精车φ155、φ75、φ100、φ80、环槽及各倒角。 11
工序XI:以φ155mm外圆及端面定位,精车、精细车φ65mm外圆。 11
工序XII:精、细镗φ60内孔。 12
工序XIII:磨Φ60孔底面、倒角。 12
4.选择加工设备与工艺装备(数控) 13
4.1、选择机床 13
4.2、选择夹具 13
4.3、选择刀具 13
4.4、确定工序尺寸 14
4.5、确定切削用量及基本工时 16
[资料来源:THINK58.com]
工序I:粗车小端端面,粗车φ65外圆及台阶端面及各倒角;粗镗孔φ37、φ47。 16
工序II:粗车大端面、粗车φ155外圆面、粗车左端台阶面、粗镗φ60内孔、底面及沟槽,粗车环槽、粗车φ75、φ100、φ80外圆面及各倒角。 17
工序III:钻6-φ13.5小孔、钻M10螺纹孔及攻丝。(与普通加工相同) 17
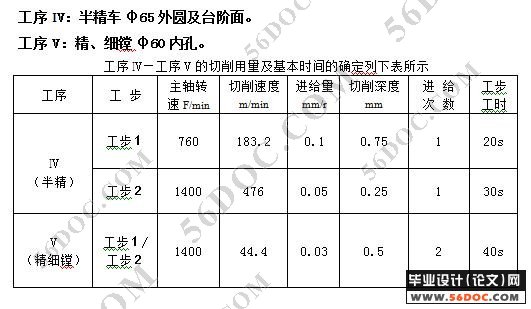
工序IV:半精车φ65外圆及台阶面。 19
工序V:精、细镗φ60内孔。 19
工序VI:研磨孔φ60内端面、倒角。(与普通加工相同) 19
5.数控程序编制—CA6140填料箱盖的车削加工 20
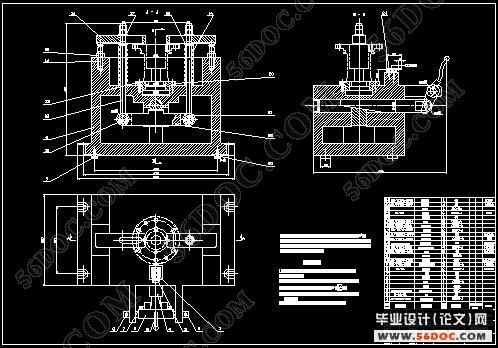
6. 夹具设计 23
6.1、问题的指出 24
6.2、夹具设计 24
6.3、定位误差的分析 24
6.4、夹具设计及操作的简要说明 24
[资料来源:http://think58.com]
[资料来源:THINK58.com]
上一篇:壳体的工艺与工装的设计
下一篇:粗,精铣削某发动机连杆大小头两端专用夹具及双端面组合铣床设计