
基于宏程序的钻削中心换刀控制及应用(自动化)(附PMC程序)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘要
本课题针对以伺服轴运动换刀的ZH5120立式钻削加工中心,提出基于宏程序和PMC的加工中心换刀方法。通过PMC窗口技术和外部数据输入技术实现了程序号在CNC和PMC之间的互传,实现了换刀程序和加工程序之间的相互切换,从而完成了手动方式下的换刀操作。与PMC控制换刀方法相比,该方法程序设计更为容易,调整更为方便;与原来定制功能相比,该方法操作更为安全、方便、灵活。该换刀方法是针对立式加工中心而提出的,对于以伺服轴运动换刀的所有加工中心具有普遍意义。经过现场的调试和试验,该方法已经被认可,并应用于实际生产。
关键词:加工中心;宏程序;PMC;窗口功能;外部数据输入
Abstract
The methoed changing tools based on macro program and PMC has proposed in this topic aim at the vertical machining center ZH5120 changing tools by the movement of the servo axis. By the PMC windows function and exteral date input technology , it has realized the date exchange between CNC and PMC each other ,and the shifting between the tools changing program and the machining program,and the tools changing under the way of JOG came true. The method is more easier compared with PMC program, and more safer more convenient compared with before. This methoed was proposed aim at the vertical machining center ,so it is suitable in all machining centers that the tools were changed by movement of the servo axis.This metheod has experimented and debuged,and has applied in the actual production.
Key words: machining center; macro program;PMC;windows function;external date input
课题来源
泵业有限公司80年代末期共购进6台ZH5120加工中心,经过多年运行,控制系统已进入更新换代的时期。这样在翻新改造时,如何解决ATC换刀控制就成为至关重要而必须解决的课题。本课题将根据机床控制系统改造需要,在标准数控系统提供的资源平台上,自主开发基于宏程序的新型换刀控制方法,以解决ZH5120立式钻削加工中心在自动、手动等多种方式下,安全、稳定、可靠地进行刀具交换操作。 [资料来源:http://think58.com]
本课题的主要任务包括以下四个:
(1)以NC轴运动换刀的加工中心ATC换刀装置工作原理分析;
(2)刀具交换宏程序体的设计;
(3)自动、MDI、手动等方式下宏程序体调用研究;
(4)基于宏程序和PMC的换刀方法在ZH5120钻削加工中心数控改造中的应用。
[来源:http://www.think58.com]
本课题总结如下:
1.本课题针对以伺服轴运动换刀的ATC装置,采用FANUC数控系统,提出基于宏程序和PMC的加工中心换刀方法,成功地用于ZH5120立式钻削加工中心的换刀控制,替代了FANUC定制功能。
2.换刀宏程序体按子程序方式设计为适合T代码调用。
3.通过PMC窗口技术和外部数据输入技术实现程序号在CNC和PMC之间互传,进而开发了手动方式调用换刀宏程序体实现换刀操作的功能。
4.结合换刀宏程序体的运行特点,从PMC程序和系统参数两个方面提出了换刀操作的安全保护措施。
5.与PMC控制换刀方法相比,该方法程序设计更为容易,调整更为方便。与定制功能相比,该方法操作更为安全、方便、灵活。
6.基于宏程序和PMC的换刀方法是针对立式加工中心而提出的,但它对于以伺服轴运动换刀的所有加工中心具有普遍意义。
7.对于停电后电池掉电将丢失程序及变量的缺陷,可进一步采用宏编译技术对宏程序体进行编译、固化加以克服。 [资料来源:THINK58.com]


目录 18000字
[资料来源:http://THINK58.com]
第一章 概论 1
1.1 前言 1
1.2 课题来源 2
1.3 课题任务 2
第二章 加工中心换刀控制 3
2.1 加工中心换刀控制技术的发展现状 3
2.2 加工中心的换刀方式 3
2.3 ZH5120立式加工中心ATC控制的特点及原理 4
2.4 整体设计思路 6
第三章 基于FANUC宏指令的换刀宏程序 8
3.1 用户宏程序 8
3.1.1 宏程序的特点 8
3.1.2 变量的表示 8
3.1.3 变量的种类 9
3.1.5 变量的赋值 9
3.1.5 宏指令 10
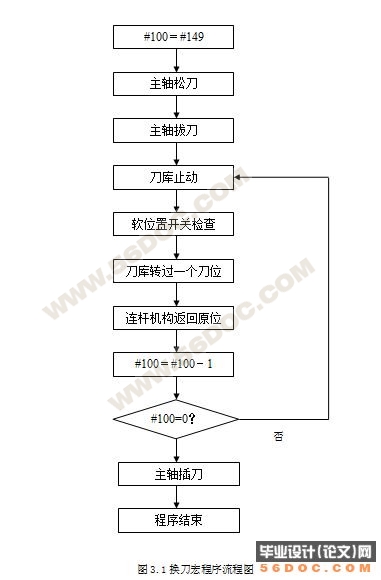
3.2 换刀宏程序体的设计 11
3.2.1换刀原理分析 11
3.2.2 换刀宏程序 11
第四章 宏命令 16
4.1 自动方式下调用宏程序 16
4.2 手动方式下调用宏程序 16
4.2.1 PMC窗口 16
4.2.2 外部数据输入 20
4.2.3 程序设计 22
第五章 基于宏程序和PMC的换刀应用 34
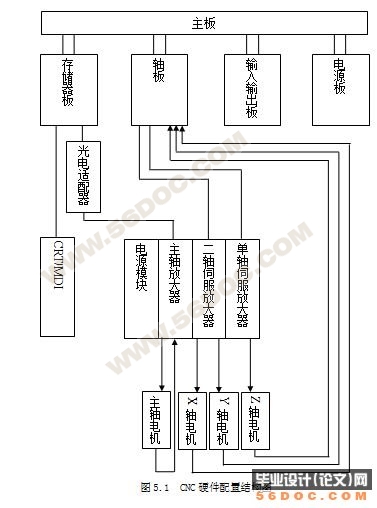
5.1 机床改造用CNC硬软件配置 34
5.1.1 硬件配置 34
5.1.2 软件配置 34
5.2 系统调试 35 [资料来源:THINK58.com]
5.2.1 MDI方式换刀 35
5.2.2 JOG方式换刀 36
5.2.3 测试结果 36
5.3 应用效果 36
5.4 小结 36
第六章 结论 38
结束语 39
致谢 40
参考文献 41
附录 43
[资料来源:http://THINK58.com]