
左压板数控加工工艺及编程(含CAD零件图毛坯图)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
左压板数控加工工艺及编程(含CAD零件图毛坯图)(论文说明书8700字,CAD图纸2张,工序卡,工艺卡)
摘要
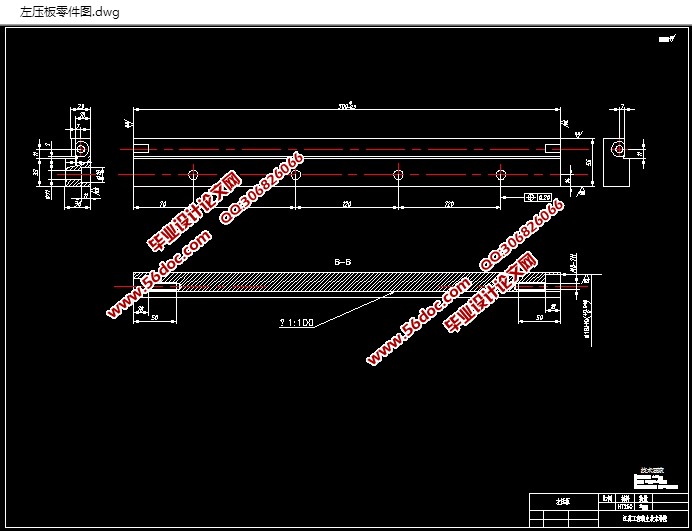
本篇设计是左压板加工工艺及编程,左压板零件的主要加工表面是各表面的铣削加工及内孔 的铣削加工以及2-M8-7H螺纹孔的钻、攻削加工和4- 直孔的钻削加工等。一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。孔径加工都是选用专用钻夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
文章的重点在于对左压板的工艺性和力学性能分析,对左压板零件的加工工艺规程进行合理分析,对左压板进行加工工艺的规程设计,包括了左压板的数控铣削加工和数控铣削加工,并且介绍了数控铣的加工工艺及数控编程,以此左压板进行数控铣的加工工艺编制和数控编程的设计,经过实践证明,最终可以加工出合格的左压板零件。
关键词:加工工艺;左压板;编程;数控
1 零件结构工艺分析
本文首先对左压板的零件进行分析,通过对左压板进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。为了提高劳动生产率,与指导老协商后,感觉用数控编程比较合适。
[来源:http://www.think58.com]
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了夹具设计。整个设计得指导思想“简便、效率高、非常经济”。
工具是人类文明进步的标志。自二十世纪末,现代制造技术和机械制造过程自动化方面取得了长足的发展。但是,在不断创新的工具(包括夹具,刀具,量具和其他辅助设备),它的功能还是很显著。该机床夹具对零件的质量,生产率和产品成本有直接影响。因此,无论是传统和现代制造系统,夹具都是非常重要的工艺设备之一。
1.1 零件的分析
1.1.1 零件的作用
题目给出的零件是左压板。左压板主要是起压紧的作用,一个设备是通过各种不同零件组成的,其中包括各种机构,例如传动机构、执行机构,以及一些其他结构,故左压板零件的加工精度和表面光洁度直接影响着装配的精度和机械设备的使用性能,可以说,一个加工精度高的左压板与加工精度的低的左压板相比,其传动效果很明显。所以研究和制定左压板零件的数控加工工艺规程和编程就尤为重要。
目 录
摘 要 I
1 零件结构工艺分析 1
1.1零件的分析 2
1.1.1零件的作用 2
1.1.2零件的工艺分析 4
1.2零件的主要技术要求 5
1.2.1内孔的精度及位置精度 6
1.2.2平面的精度及位置精度 7
1.2.3 其他要求 8 [资料来源:http://THINK58.com]
2 工艺规程设计 9
2.1选择定位基准 9
2.2制定工艺路线 10
2.3选择加工设备和工艺设备 11
2.4机械加工余量、工序尺寸及公差的确定 11
3 确定切削用量及基本工时 12
3.1工序20:粗铣零件上下端面 14
3.2工序30:粗铣零件左右端面 15
3.3工序40:半精铣,精铣零件上下端面,保证高度尺寸56到位 16
3.4工序50:半精铣零件左右端面,保证厚度尺寸30到位 17 [资料来源:THINK58.com]
3.5工序60:粗铣、半精铣、精铣23X7斜度1:100缺口至尺寸 17
3.6工序70:粗铣、半精铣2X7缺口 17
3.7工序80:铣4-∮11直孔 17
3.8工序90:铣4-∮18深11沉孔 17
3.9工序100:粗铣、半精铣两端2- 深18沉孔 17
3.10工序110:钻、攻两端2-M8-7H深50螺纹孔至尺寸 17
3.11时间定额计算及生产安排 24
4 零件编程 25
4.1粗铣、半精铣、精铣23X7斜度1:100缺口至尺寸 26
4.2粗铣、半精铣两端2- 深18沉孔 27
4.3钻、攻两端2-M8-7H深50螺纹孔至尺寸 28
结 论 29
参考文献 30
致 谢 31
[资料来源:http://think58.com]