
车身焊接生产线和夹具设计(含CAD零件图装配图,CATIA三维图)
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
车身焊接生产线和夹具设计(含CAD零件图装配图,CATIA三维图)(论文说明书22000字,CAD图5张,CATIA三维图)
摘要
汽车焊装生产线及焊装夹具是汽车车身生产的关键设备,它对汽车生产制造水平起着至关重要的作用,直接影响汽车生产规模、生产效率和生产质量。随着我国汽车工业的迅速发展,激烈的市场竞争使汽车产品的更新换代越来越快,汽车车身设计越来越个性化,对汽车焊装线的需求量巨大,必须自行设计适合我国国情的汽车焊装线,努力提高设计和制造能力。
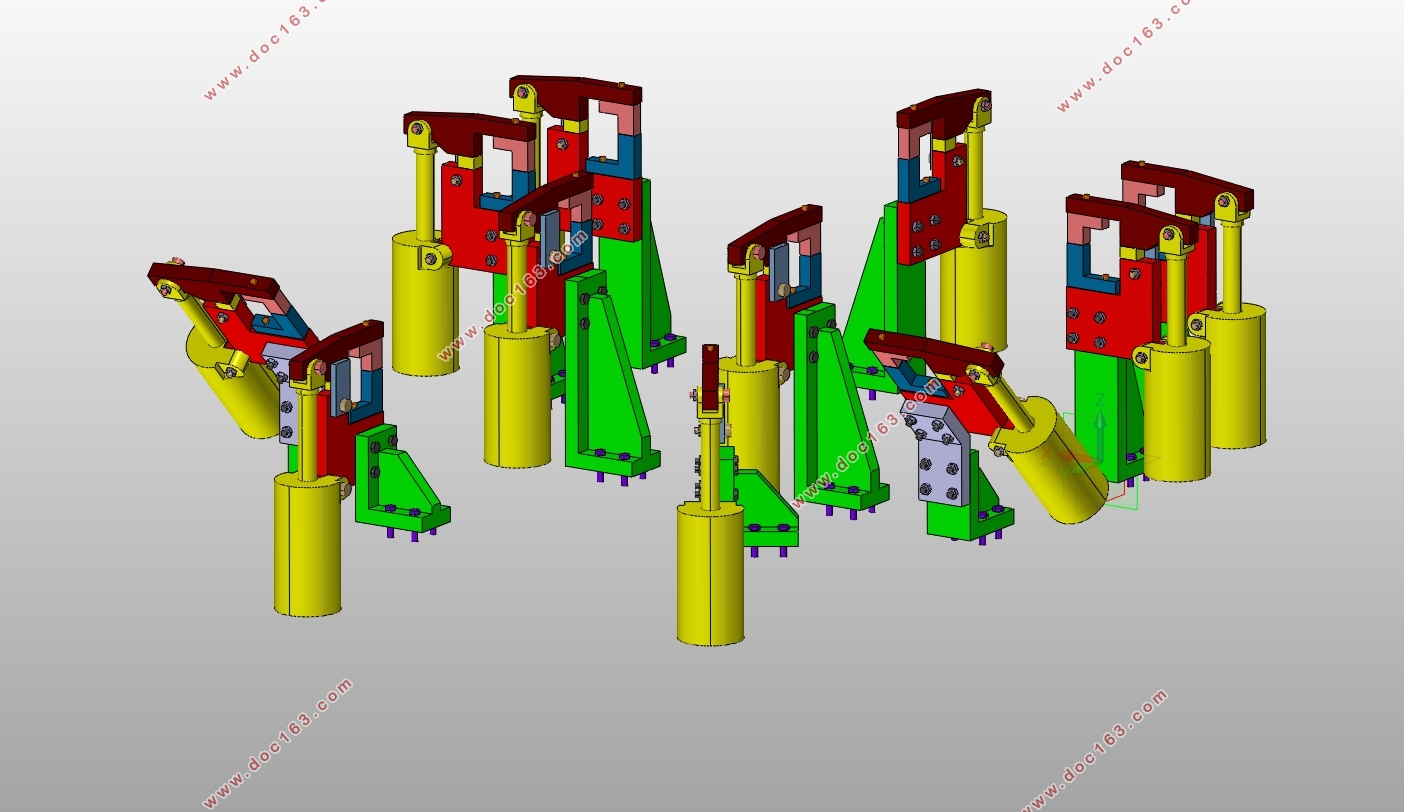
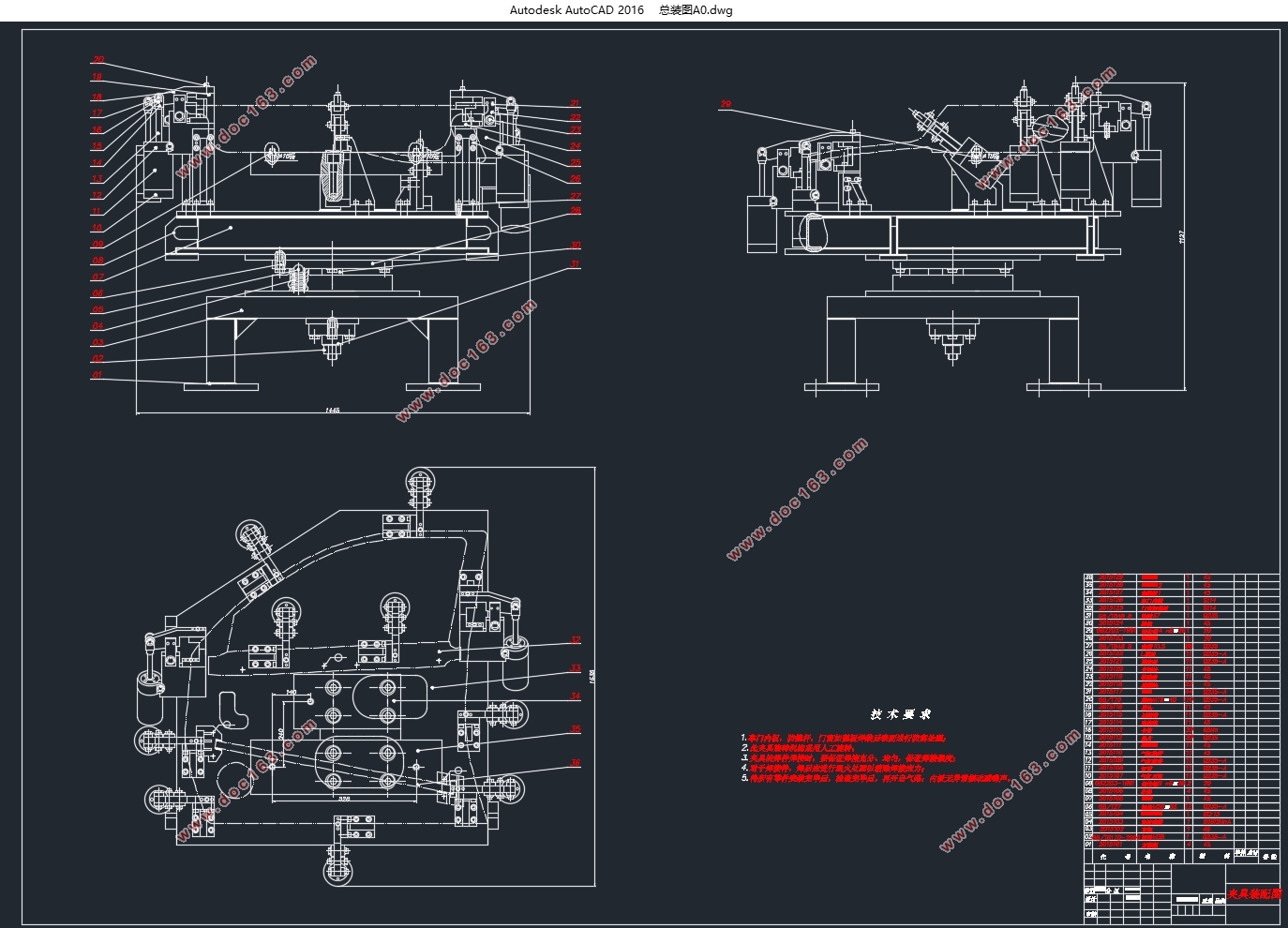
本文介绍了生产线布局设计的原则、生产线布局的类型,对生产线的平衡设计方法在白车身焊接生产线设计中的应用做了论述,并运用该方法实现了某车型主焊接生产线的工位设计。同时设计了焊装夹具部件,对夹具运动机构模型简化,以轿车前车门内板为重点,对焊装夹具的方案设计进行了探讨和优化设计。
关键词:车身焊接生产线 车门内板 焊接夹具CATIA三维建模
Abstract
As the key equipment for the production of automobile bodywork, the automobile assembly-welding line and welding jig are important for the automobile production level, and directly affects the production pattern, production efficiency and production quality. Accompanying the rapid development of our nations automobile industry,the competition of automobile market becomes drastic, it makes the updating speed of automobile product more and more quickly, and the design of automobile bodywork more individuality, the needing of automobile assembly-welding lines become more and more large. The automobile assembly-welding lines which fit the situation of our country must be indigenous, and the design and manufacture abilities must be improved.
[资料来源:http://THINK58.com]
The principle and type of the line layout design has been discussed in this paper.The welding line balance design methods for Car Body-In-White was proposed and it has been carried out in the design of a main welding assembly line for a car.In this paper, the model of movement machine of jig is predigested, the process design and optimization design by automobile’s front door inner panelis probed into.
Key words:Body welding production line;Inner Door ; Welding Fixture;CATIA Three-dimensional design
本文的研究内容
本文主要针对白车身焊接线和焊接夹具的设计做了以下工作:
1.论述了白车身焊接生产线的设计方法,分别从车间级生产线的整体设计和具体设备的结构设计两个方面进行了白车身焊接生产线的设计。
2.论述了白车身焊接生产线的平衡设计、布局设计的方法,运用平衡设计的理念实现了某车型主焊接生产线的工位设计。
3.介绍了车门的组成和装配的过程,车门内板的组成和焊接过程,和焊接方法。
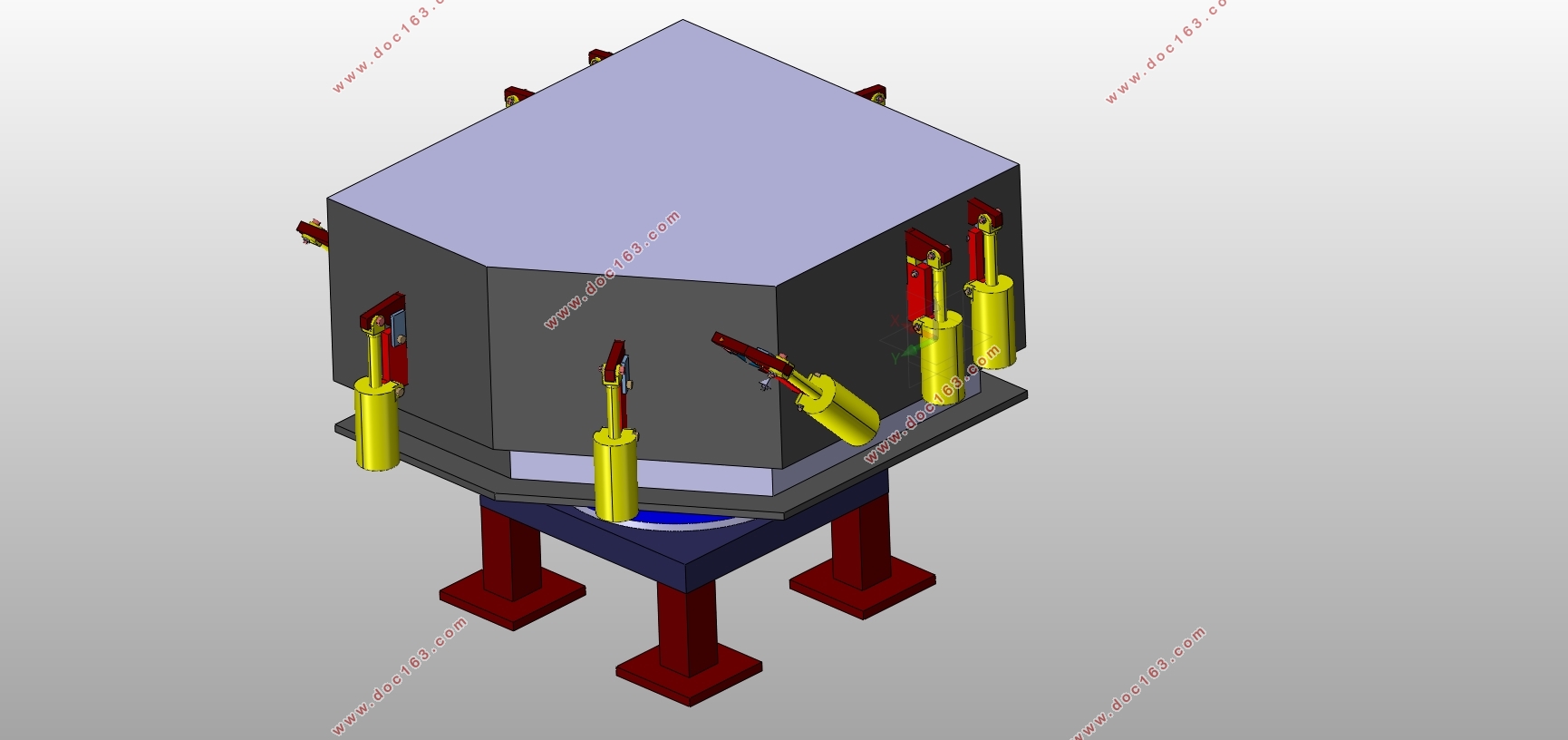
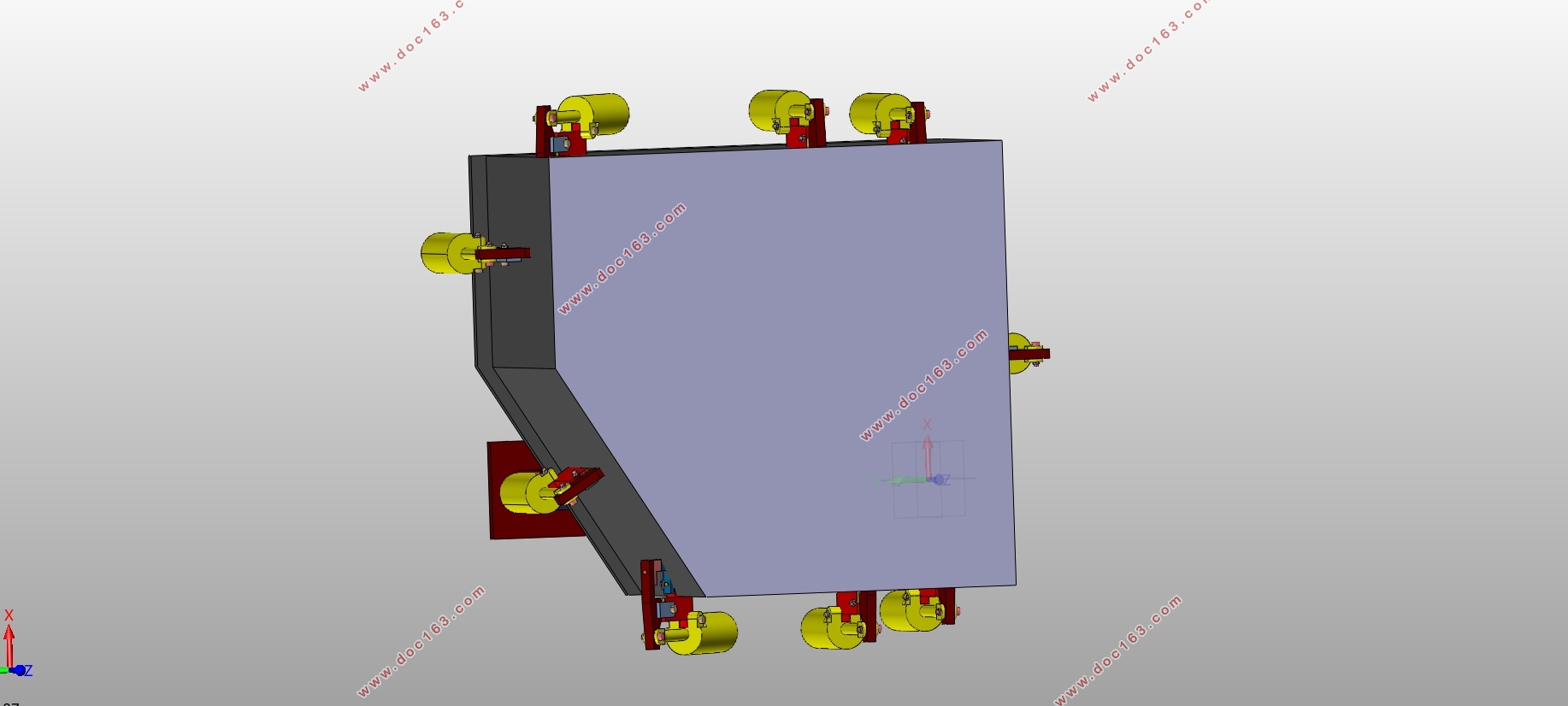
4.结合N-2-1定位原理,以轿车前车门内板为重点,对焊装夹具的方案设计进行了探讨和优化设计。 [资料来源:http://THINK58.com]
本文以某车型的主焊接线为例说明以上平衡设计方法的应用。该车型的计划年产量为160000辆,每天两班生产,每班实际工作时间按照7.6小时计,设备的使用率为0.9,每月工作21天,
[资料来源:THINK58.com]
 [资料来源:http://think58.com]
[资料来源:http://think58.com] 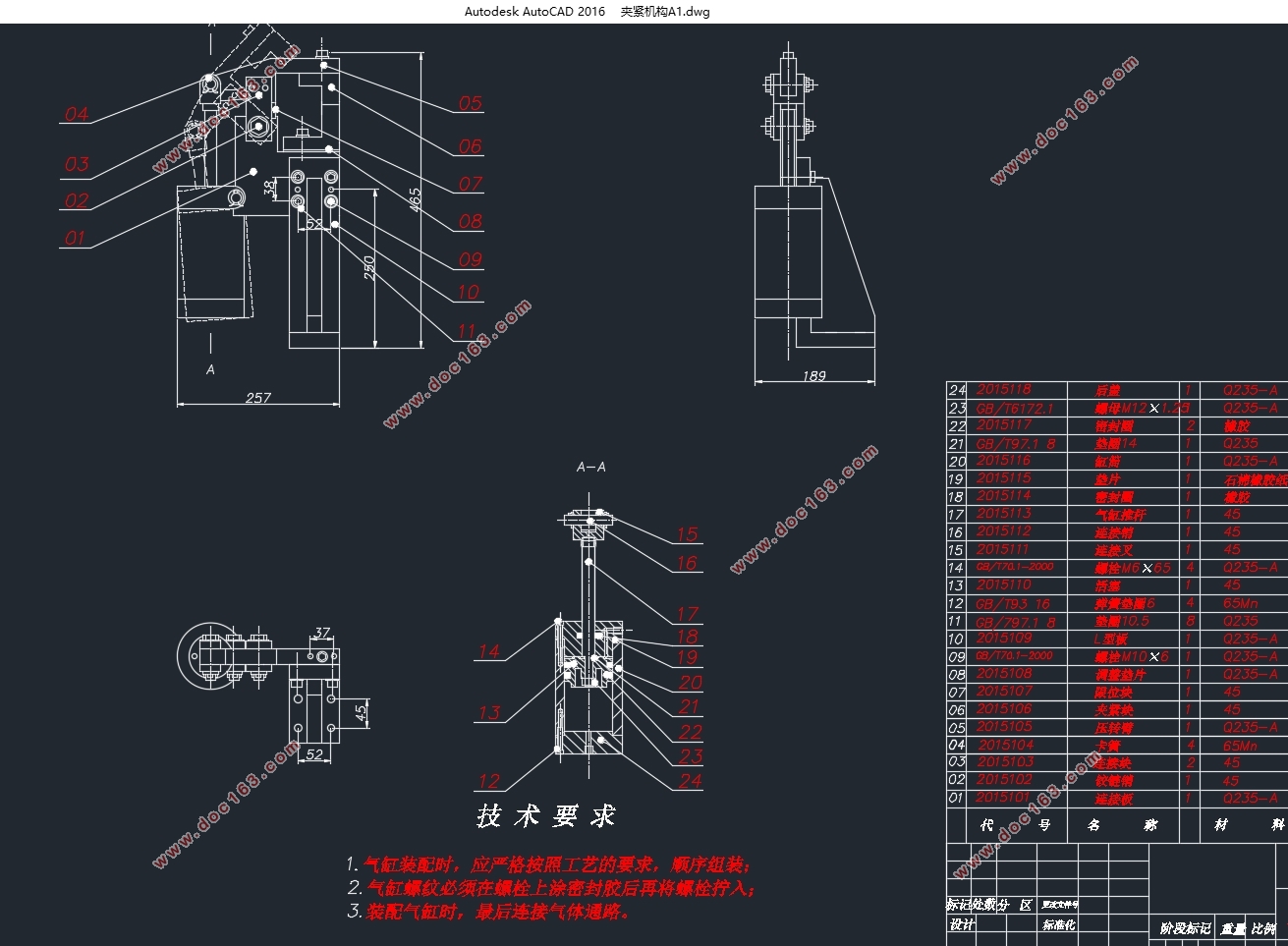

目录
第一章 绪论1
1.1课题的背景及意义 1 [资料来源:www.THINK58.com]
1.2国内外研究现状 2
1.3本文的研究内容 4
第二章 白车身焊接生产线的总体设计6
2.1 白车身焊接生产线的构成 6
2.1.1汽车白车身的构成 6 [来源:http://think58.com]
2.1.2 白车身焊接生产线的工艺构成 8
2.1.3 白车身焊接生产线的设备构成 9
2.2白车身焊接生产线的生产平衡设计 11
2.2.1 生产线平衡设计的基本概念 11
2.2.2 生产线平衡设计的指标 12
2.2.3生产线平衡设计的方法 13
2.2.4某车型主焊线平衡设计 14
2.3白车身焊接生产线设计 16
2.2.1车间布局基本形式 16 [来源:http://www.think58.com]
2.2.2车间布局原则 18
2.2.3白车身焊接生产线总体设计实例 18
2.4本章小结 21
第三章轿车车门内板焊装工艺22
3.1电阻焊的分类 22 [资料来源:www.THINK58.com]
3.1.1 点焊 22
3.1.2 缝焊 23
3.1.3 凸焊 24
3.1.4 对焊 24
3.2 前车门结构及其装配过程 24
3.2.1 前车门总成及其装配过程 24
3.2.2前车门内板总成及其装配过程 25
3.3 焊接接头的型式 26
[资料来源:http://www.THINK58.com]
3.4 焊点的布置原则 27
3.4.1 焊点的形状与尺寸 27
3.4.2 点焊的基本要求 27
3.4.3 焊点的布置 28 [资料来源:THINK58.com]
3.4.4 点焊的顺序 28
3.5 结构的开敞性 28
3.6 精度的合理性 29
3.7本章小结 30
[来源:http://www.think58.com]
第四章 夹具的总体设计31
4.1 N-2-1定位原理31
4.2 焊接夹具的分类及设计要求31
4.2.1 焊接夹具的分类31
4.2.2 焊接夹具的设计要求32
4.3 焊接夹具设计流程图33
4.4定位夹紧元件的设计33
4.5点焊钳的选择35
4.6主要零件设计说明36
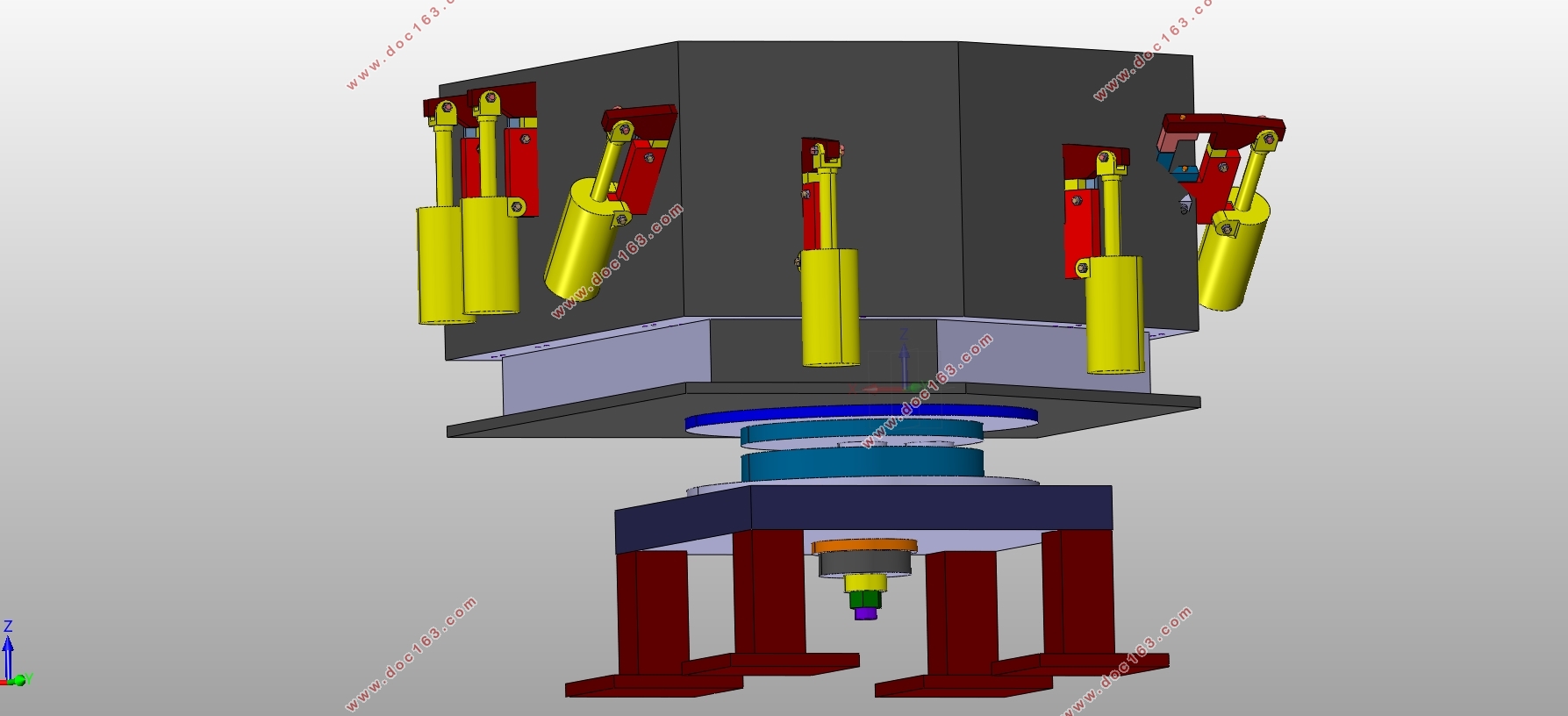
4.6.1夹紧单元36
4.6.2 L-型板37
4.6.3支撑板(连接板)37
4.6.4压头37
4.6.5夹紧块38
4.5.6调整垫片及限位板38
4.6.7定位销38
4.6.8基板39
4.6.9旋转机构39
4.7相关计算40
4.7.1压转臂张开角计算40
4.7.2气缸夹紧力计算41
4.8本章小结42
第五章 总结43
致谢44
参考文献45