
基于PLC的筐篮式合绳机张力控制系统设计(西门子S7-300,接线图,PLC程序)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
基于PLC的筐篮式合绳机张力控制系统设计(西门子S7-300,接线图,PLC程序)(含CAD零件装配图,梯形程序图)(任务书,开题报告,论文说明书16000字,PLC配置图,系统接线图,PLC程序)
摘 要
近几年随着国家经济的快速发展,生产建设的速度也越来越快。相应的,我国的生产建设对于材料的要求也更高。然而许多生产工艺和技术仍较为落后,导致材料的质量跟不上建设的需求。钢丝绳作为生产建设中比较常见的材料,其生产设备也需要进行改进和更新。本文以筐篮式合绳机为例,研究其张力控制系统的新型控制方案,对提高钢丝绳的质量和生产效率具有重要意义。
论文主要研究了基于PLC的筐篮式合绳机张力控制系统的控制方案。传统的控制方案采用气阀控制,需要采用气阀实时控制气压,用尼龙绳作为阻尼元件,人为因素对其影响较大,实用性不高。与原有的筐篮式合绳机相比,本设计方案摒除传统的气阀控制,采用摩擦片加链条的方式抱住张力轴,链条由丝杆带动,采用伺服装置带动丝杆控制链条的松紧。
研究结果表明:这种新的控制方式完全实现过程自动化控制,可控范围大,可靠性和实用性大大增加。有效的提高了钢丝绳的质量和生产效率。
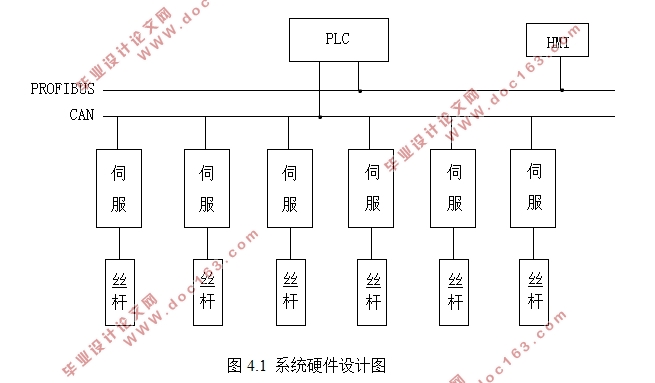
本文特色:本文设计的控制系统采用新的控制方案,由反馈,驱动,PID控制和触摸屏三部分组成。反馈采用张力传感器,由PLC采集参与运算。驱动装置通讯为CAN总线,而PLC为PROFIBUS,中间需要转换。 [资料来源:http://THINK58.com]
本文介绍了筐篮式合绳机的工作原理和生产工艺,研究了硬件部分的设计和硬件选型,软件部分的设计,PLC程序和HMI程序设计。最后,对本文进行总结,并展望未来筐篮式合绳机张力控制系统的发展方向。
关键字:筐篮式合绳机;张力控制;PLC;自动化
Abstract
In recent years, with the rapid development of the national economy, the speed of production and construction is more and more fast.Accordingly, our country's production and construction of the material requirements are also higher.However, many production processes and technologies are still relatively backward, resulting in the quality of the material can not keep up with the needs of the construction.Steel wire rope as a common material in the production and construction, the production equipment also need to be improved and updated.In this paper, a basket of rope machine as an example.a new type of control scheme of tension control system is studied, which is important to improve the quality and efficiency of the steel wire rope.
This paper mainly studies the control scheme of the tension control system of basket type wire rope machine based on PLC. Compared with the original planet type strander, The traditional control scheme adopts the air valve control, which needs to use the air valve to control the pressure in real time, and the nylon rope is used as the damping element.Human factors on the impact of the larger, practicality is not high. the design of the project to abandon the traditional air valve control,The friction plate and the chain are used to hold the tension shaft, and the chain is driven by the screw rod,The servo device drives the screw rod to control the tightness of the chain.
The results show that the new control method can realize the automatic control of the process, the controllable range is big, the reliability and practicability are greatly increased. The quality and production efficiency of wire rope are improved effectively.
Paper characteristics: The control system designed in this paper adopts a new control scheme, Composed of three parts, feedback, drive, PID control and touch screen. Feedback use pressure sensor, by the PLC acquisition and participation in operation. The communication of the driving device is CAN bus, while PLC is PROFIBUS, and the intermediate needs to be converted. [版权所有:http://think58.com]
This paper introduces the working principle and production technology of planet type strander.The hardware part of the design and hardware selection, software design, PLC program and HMI program design.At last, the paper summarizes and prospects the development direction of the tension control system of the planet type strander.
Key words:planet type strander;tension control;PLC;automation
筐篮式合绳机参数确定
以6/1250筐篮式合绳机为例,该型号筐篮式合绳机生产的钢丝绳直径最小为24mm,最大可达到70mm,钢丝绳捻距为155至539mm,钢丝绳重量最大为20t。在钢丝绳直径为50mm时,能够捻制的钢丝绳长度最长为2000m,设备的牵引力大小为15t。在设备运行时,筐篮部分转速可以为26r/min或者34r/min。牵引速度最小5304mm/min,最大12376mm/min。6/1250筐篮式合绳机的翻身电机速度设有三种,可以满足不同的生产要求。它的收线工字轮最大直径为2700mm[3]。
[来源:http://think58.com]
[资料来源:http://think58.com]
目 录
第1章 绪论 1
1.1 课题提出的背景和意义 1
1.2 课题的国内外研究现状 2
1.2.1 国内研究现状 2
1.2.2 国外研究现状 2
1.3 本文主要研究内容及结构 3
1.3.1 本文主要研究内容 3
1.3.2 本文结构安排 3
第2章 筐篮式合绳机张力控制系统分析 4
2.1 筐篮式合绳机的工作原理 4
2.2 合绳机张力控制系统分析 5
2.2.1 股张力对钢丝绳的影响 5
2.2.2 张力控制原理 5
2.3 本章小结 6
第3章 筐篮式合绳机张力控制方案设计 7 [资料来源:www.THINK58.com]
3.1 系统总体控制方案设计 7
3.1.1 单股张力恒定控制方案设计 7
3.1.2 各股张力匹配控制方案设计 8
3.2 筐篮式合绳机参数确定 9
3.2.1 合绳机筐篮转速计算 9
3.2.2 钢丝绳捻距计算 10
3.3 张力控制PID算法设计 11
3.4 本章小结 12
第4章 系统硬件和软件设计 13
4.1 系统硬件整体设计 13
4.2 硬件选型 15
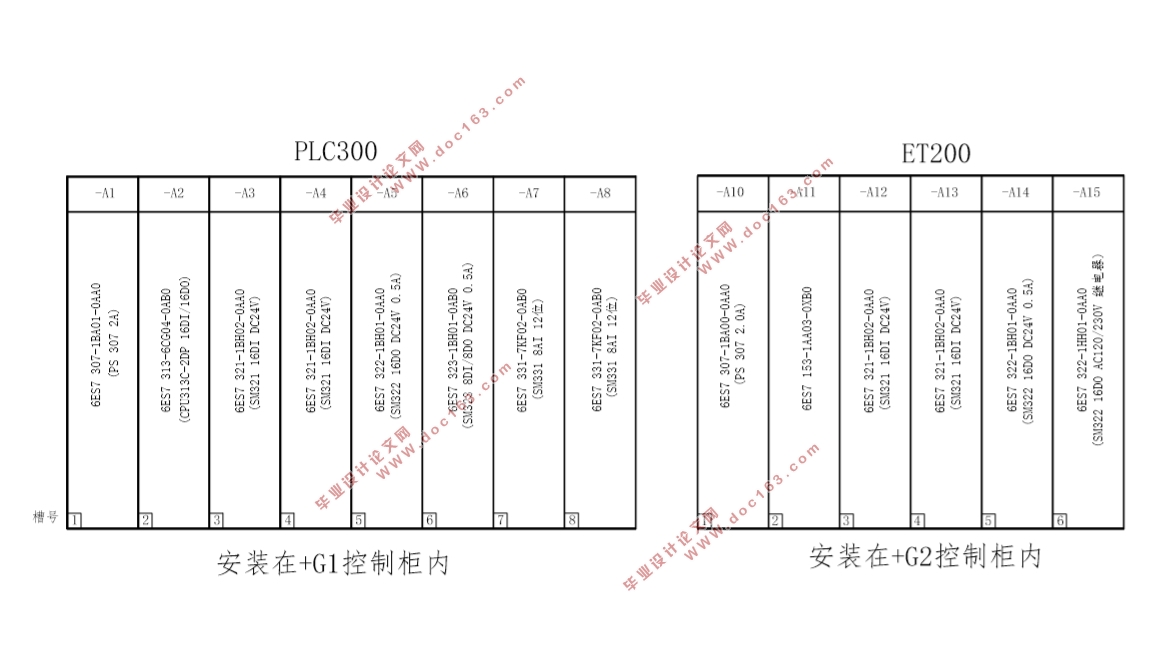
4.2.1 PLC选型 15
4.2.2 伺服选型 16
4.2.3 触摸屏选型 18
4.2.4 传感器选型 19
4.3 系统硬件电路设计 20
4.3.1 PLCI/O地址分配 20
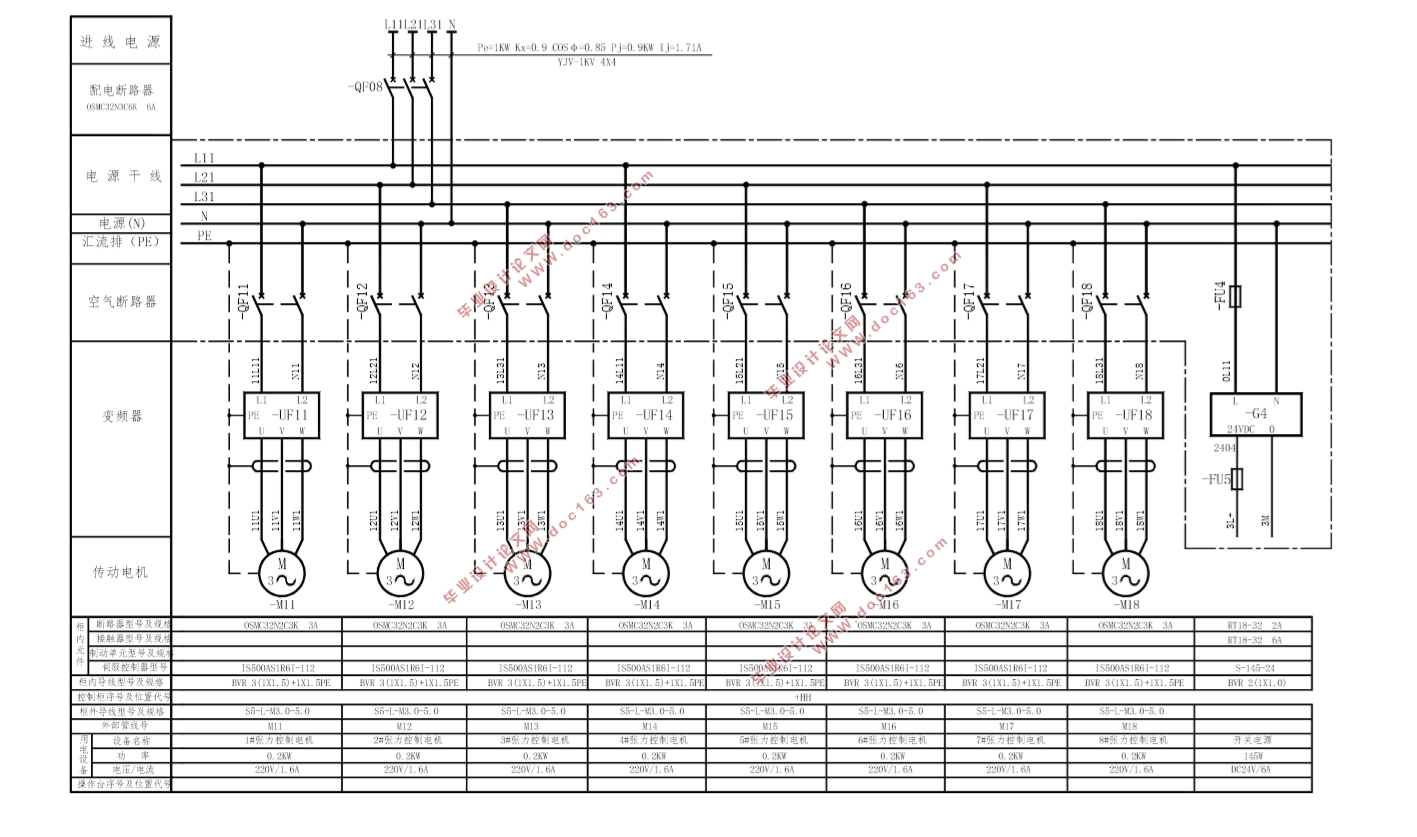
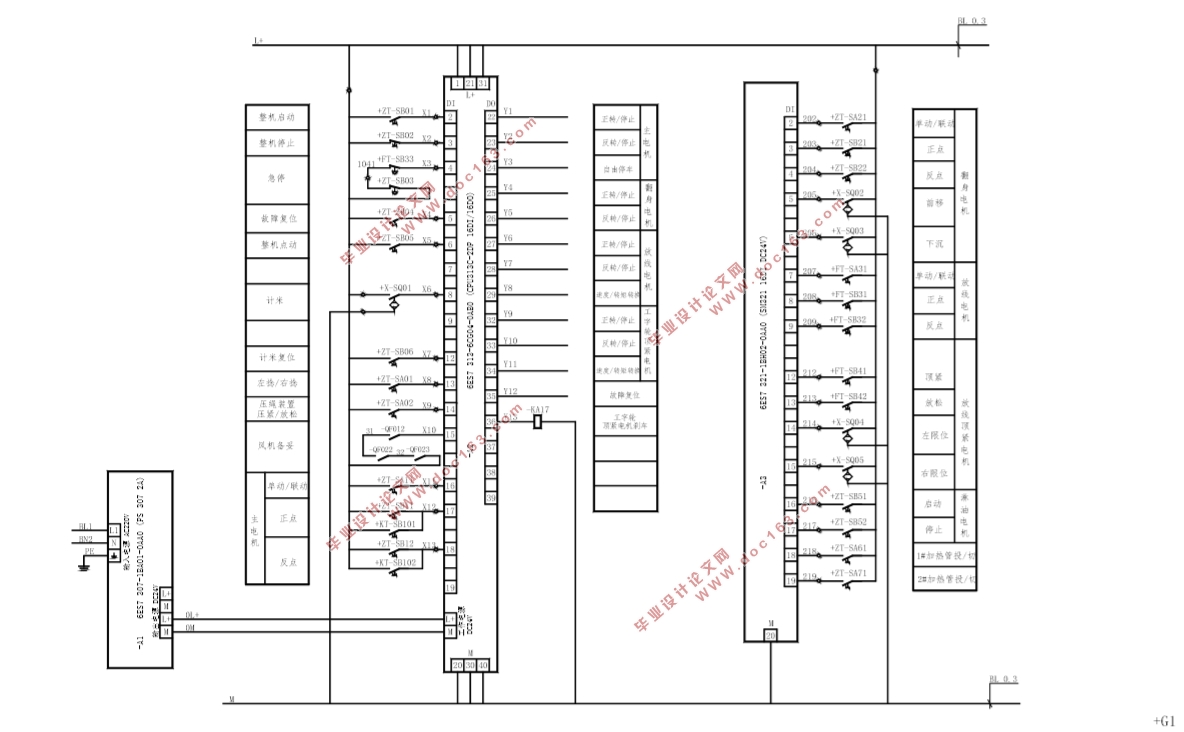
4.3.2 PLC控制电路设计 22
4.3.3 张力控制电路 23
4.4 系统软件整体设计 24
4.5 PLC和HMI程序设计 25
[来源:http://think58.com]
4.5.1 PLC程序设计 25
4.5.2 HMI程序设计 28
4.5.3 伺服参数设计 31
4.6 本章小结 31
第5章 结论 32
5.1 全文总结 32
5.2 展望 33
参考文献 34
附 录 35
附录A:部分源程序 35
附录B:PLC配置图 44
附录C:控制原理图 45
附录D:系统接线图 46
致 谢 47 [资料来源:THINK58.com]