
X53K立式铣床数控改造装配(铣削加工)

1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
摘 要
在机械行业中,中小批量的供应比例越来越大,我们对X53K立式铣床进行了研究,表明市场上对产品的要求在不短的提高和推进,普通机床难以满足加工要求,所以设计对X53K立式铣床进行改造,经济型数控系统对设备进行改造后,将提高产品加工精度和批量生产的能力,适合我国使用,数控铣床是铣削加工较全的数控机床,它为三坐标、两坐标联动的机床,在加工过程中由程序自动生成和转换,用来加工平面、曲线类的零件。适应现代企业的数铣床编程与操作蓝领技术工人。本文是对整个设计工作较全面的介绍和总结。(毕业设计网 )
关键词:X53K立式铣床 联动 铣削加工
Abstract :In the machinery industry, small and medium-size batch of increasingly large percentage of supply, we X53K principle of a vertical milling machine, indicate the market for product requirements in a short enhance and promote, general machine tools to meet the processing requirements Therefore, the design of vertical milling machine X53K principle for reform, economic NC system to renovate equipment, processing products will increase accuracy and mass production capacity, suitable for use in China. CNC milling machine is more full of NC machine tools, coordinate it, the two-axis machine tools. during processing procedures by the automatic generation and conversion, processing plane to curve type parts. Adapt to the modern enterprise programming with a few milling operation blue-collar skilled workers. This is the work of the entire design more comprehensive presentation and summary.
Keywords : X53K principle of vertical milling machine interaction Linkage milling [资料来源:THINK58.com]
Key word: Compression casting mold, compression casting craft, central excision organization, end cover
本课题是围绕将X53K立式铣床改造成经济型数控铣床展开设计的,经济型数控铣床是指价格低廉、操作使用方便,适合我国国情的装有简易数控系统的高效自动化机床。中小型企业为了发展生产,常希望对原有旧机床进行改造,实现数控化、自动化。经济型数控铣床系统就是结合现实的的生产实际,结合我国国情,在满足系统基本功能的前提下,尽可能降低价格。价格便宜、性能价格比适中是其最主要的特点,特别适合在设备中占有较大比重的普通铣床改造,适合在生产第一线大面积推广。企业应用经济型数控型系统对设备进行改造后,将提高产品加工精度和批量生产的能力,同时又能保持“万能加工”和“专用高效”这两种属性,提高设备自身对产品更新换代的应变能力,增强企业的竞争能力。
利用微机改造现有的普遍铣床,主要应该解决的问题是如何将机械传动的进给和手工控制的刀架转位,进给改造成由计算机控制的刀架自动转位以及自动进给加工铣床,即经济型数控铣床。
进行数控机床的改造是非常有必要的。数控机床可以很好地解决形状复杂、精密、小批量及多变零件的加工问题。能够稳定加工质量和提高生产效率,但是数控机床的运用也受到其他条件的限制。如:数控机床价格昂贵,一次性投资巨大等,因此,普通铣床的数控改造,大有可为。它适合我国的经济水平、教育水平和生产水平,已成为我国设备技术改造主要方向之一。 [资料来源:http://www.THINK58.com]
课题设计完成的主要内容
数控系统总体方案和框图的拟定
(1)系统总体方案的确定。
(2)系统总体方案框图。
进给机床进给伺服系统机械部分计算
(1)工作台外形尺寸及重量估算
(2)钻削计算。。
(3)铣削力计算。
(4)滚动导轨的参数确定。
(5)滚珠丝杆的设计计算。
(6)步进电机的选用。
(7)确定齿轮传动比及模数和有关尺寸。
(8)设计绘制纵横向进行机构装配图。
微机数控系统硬件部分
(1)控制系统的功能。
(2)CPU和存储器。
(3)I/O接口电路。
(4)控制线及其他辅助电路。
设计零件的编程
(1)数控铣床铣削凸轮加工程序
总结、致谢和参考文献
系统总体方案的确定
根据设计任务的要求,决定采用点位控制,用步进电机驱动的开环控制系统。这样可使控制系统结构简单,成本低廉,调试和维修都比较容易,为确保数控系统的传动精度和工作平衡性,采用低摩擦的传动和导向元件,此工作台采用滚珠丝杆螺母副和液动导轨,为尽量消除传动间隙,可设法调整传动齿轮的中心距以消除齿侧间隙,计算机系统采用高性能价格比的MCS-51系列单片机扩展系统。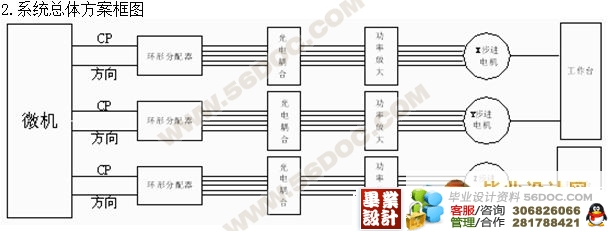


目录
摘要 …………………………………………………………………………… I [资料来源:http://THINK58.com]
第一章 概述
[资料来源:www.THINK58.com]
一. 绪论……………………………………………………………………… 2
二. 设计课题………………………………………………………………… 2
[资料来源:THINK58.com]
第二章 设计说明 [资料来源:THINK58.com]
一. 数控系统总体设计方案的拟定及框图………………………………… 5
二. 机床进给伺服系统机械部分设计计算………………………………… 6
三. 数控系统硬件部分电路的设计………………………………………… 11
四. 凸轮加工程序…………………………………………………………… 15
(毕业设计网 ) [资料来源:http://THINK58.com]
第三章 设计总结、致谢与参考资料 [版权所有:http://think58.com]
一. 设计总结………………………………………………………………… 18
二. 致谢……………………………………………………………………… 20
三. 参考文献………………………………………………………………… 21
外文资料翻译 ………………………………………………………………… 22
[资料来源:http://think58.com]